气体保护焊焊接原理与机器人自动焊接实验指导书.doc
版权申诉
178 浏览量
2023-07-15
14:17:46
上传
评论
收藏 304KB DOC 举报

实验四 气体保护焊的原理及机器人自动焊接工艺
一、 原理
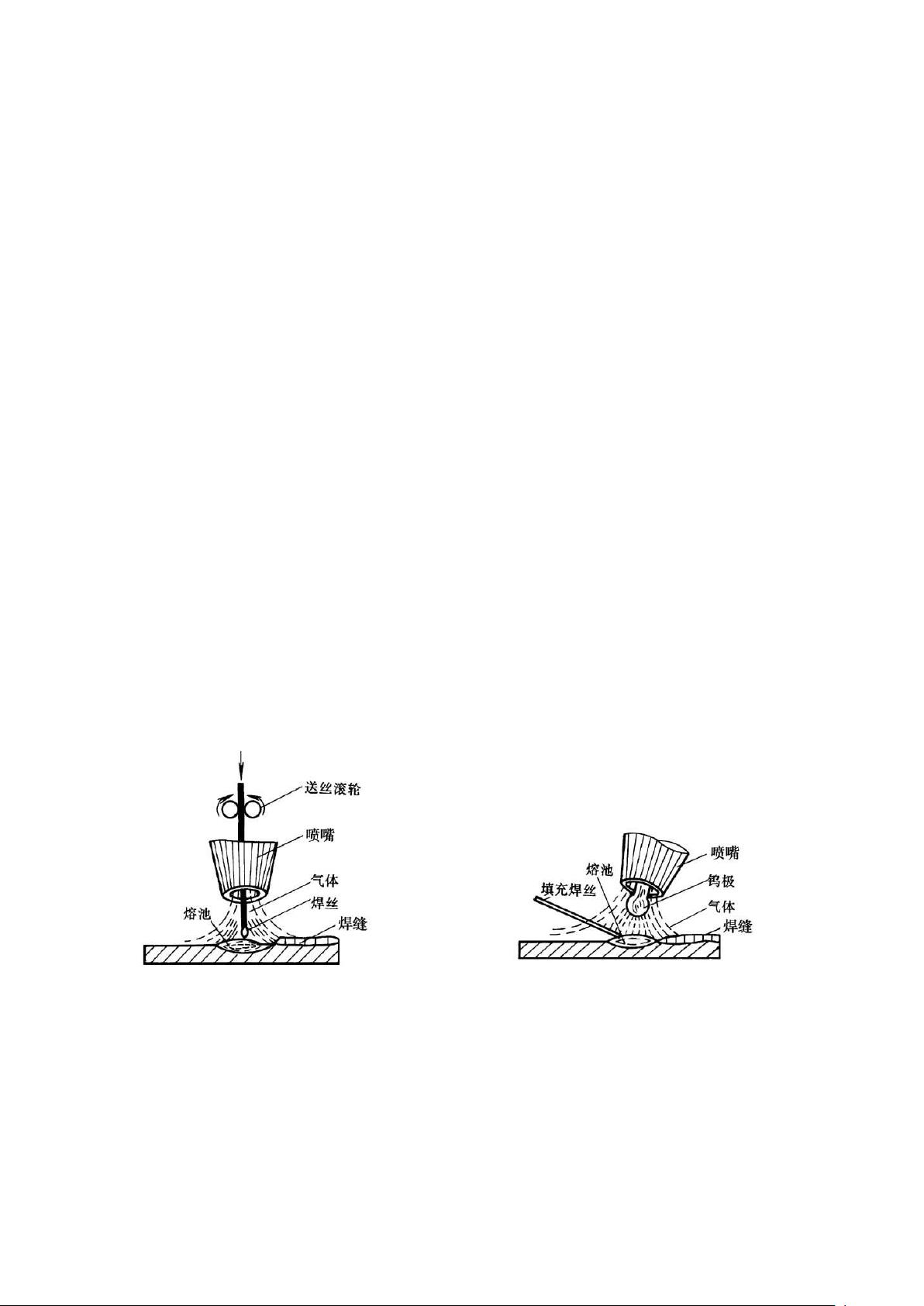
气体保护焊通常按照电极是否熔化和保护气体不同,分为非熔化极惰性气体保护焊
和熔化极气体保护焊。非熔化极惰性气体保护焊指在惰性气体的保护下,利用钨电极与
工件间产生的电弧热熔化母材和填充焊丝(如果使用填充焊丝)的一种焊接方法,简称
TIG 焊。熔化极气体保护焊指金属熔化极作电极,利用连续送进的焊丝与工件之间燃烧
的电弧作热源,由焊炬嘴喷出的气体将焊接区与空气隔绝,通过电弧产生高温熔化母材
和焊丝的焊接方法。
1. 以高纯氩气 Ar≥99.99%作保护气体的称为氩弧焊(MIG 焊),可以焊接碳素钢、
低合金钢、耐热钢、低温钢、不锈钢等材料,常用来焊接铝及其合金、铜及铜合金等有
色金属。
2. 以惰性气体与氧化性气体(氧气,二氧化碳)的混合气为保护气时,或以二氧化碳
气体或二氧化碳+氧气的混合气体为保护气时,统称为熔化极活性气体保护电弧焊(简称 MAG
焊)。
3. 以纯度 CO
2
≥99.5%作保护气体的称为 CO
2
体保护焊,二氧化碳气体保护焊按填充焊
丝的不同分为实芯二氧化碳气体保护焊和药芯二氧化碳气体保护焊。实芯二氧化碳气体保护
焊可以焊接低碳钢、低合金钢。药芯二氧化碳气体保护焊(FCAW 焊)不仅可以焊接碳素钢、
低合金钢、而且可以焊接耐热钢、低温钢、不锈钢等材料。
图 1 熔化极气体保护焊 图 2 非熔化极气体保护焊
二、 熔化极气体保护电弧焊
熔化极气体保护电弧焊的主要优点是可以方便的进行各种位置的焊接,同时也具有焊接
速度较快,熔敷率较高的优点。熔化极活性气体保护电弧焊可适用于大部分主要金属的焊接,
包括碳钢,合金钢。熔化极惰性气体保护电弧焊适用于不锈钢,铝,镁,铜,钛,镐及镍合
金。利用这种焊接方法还可以进行电弧点焊。
资源评论


老帽爬新坡
- 粉丝: 82
- 资源: 2万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











