外观检验标准.pdf
版权申诉
69 浏览量
2021-12-25
21:01:34
上传
评论
收藏 362KB PDF 举报

编制人:
受 控 标 识
副本:
□总经理室
□管理者代表
□业务部
□财务部
□研发部
□验证部
□人资部
□采购部
□资材部
□品管部
□工程部
□制造部
□其它:
签
署
日期:
审核人:
签
署
日期:
批准人:
注意:
1. 未印有“文件受控”标识的文件不可使用。
2. 已印有“文件作废”标识的文件不可使用。
3. 已印有“文件受控”标识的文件不可复印。
4. 没有批准人签名的文件为无效文件。
签
署
日期:
序
号
修 订
章 节
版 本
号
修 订 内 容 修 订 日 期 修 订 人 审 核 人 批 准 人
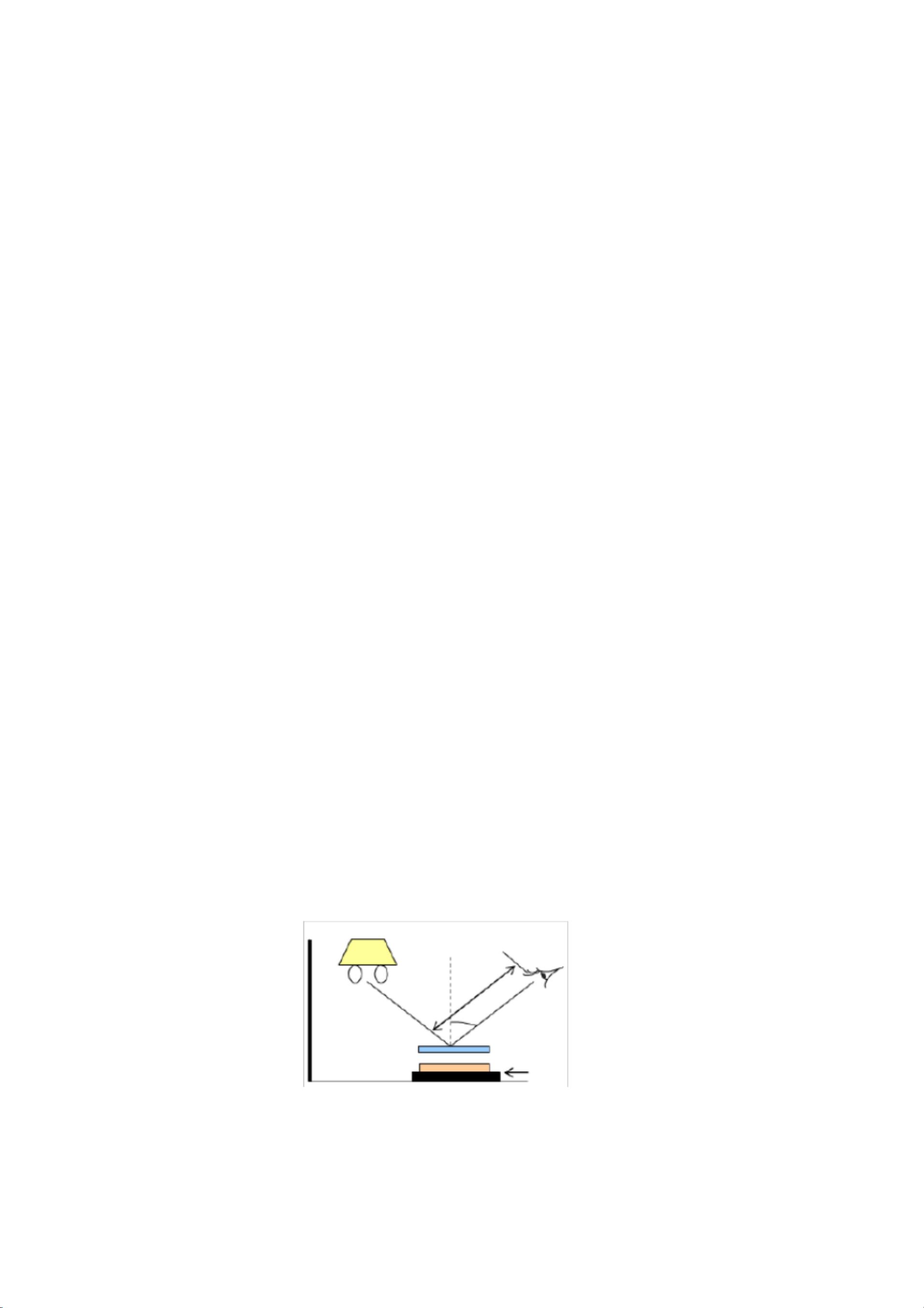
一、目的:
为公司在外观检验的判定更精准、有据可依、有规可循,特制定本规范。
二、范围 :
适用于本公司所有五金、塑胶原材料、产成品之外观检验。

剩余10页未读,继续阅读
资源评论













