典型零件(平面凸轮)的加工工艺分析案例.docx
版权申诉
183 浏览量
2023-09-21
14:27:33
上传
评论
收藏 226KB DOCX 举报

典型零件(平面凸轮)的加工工艺分析案例
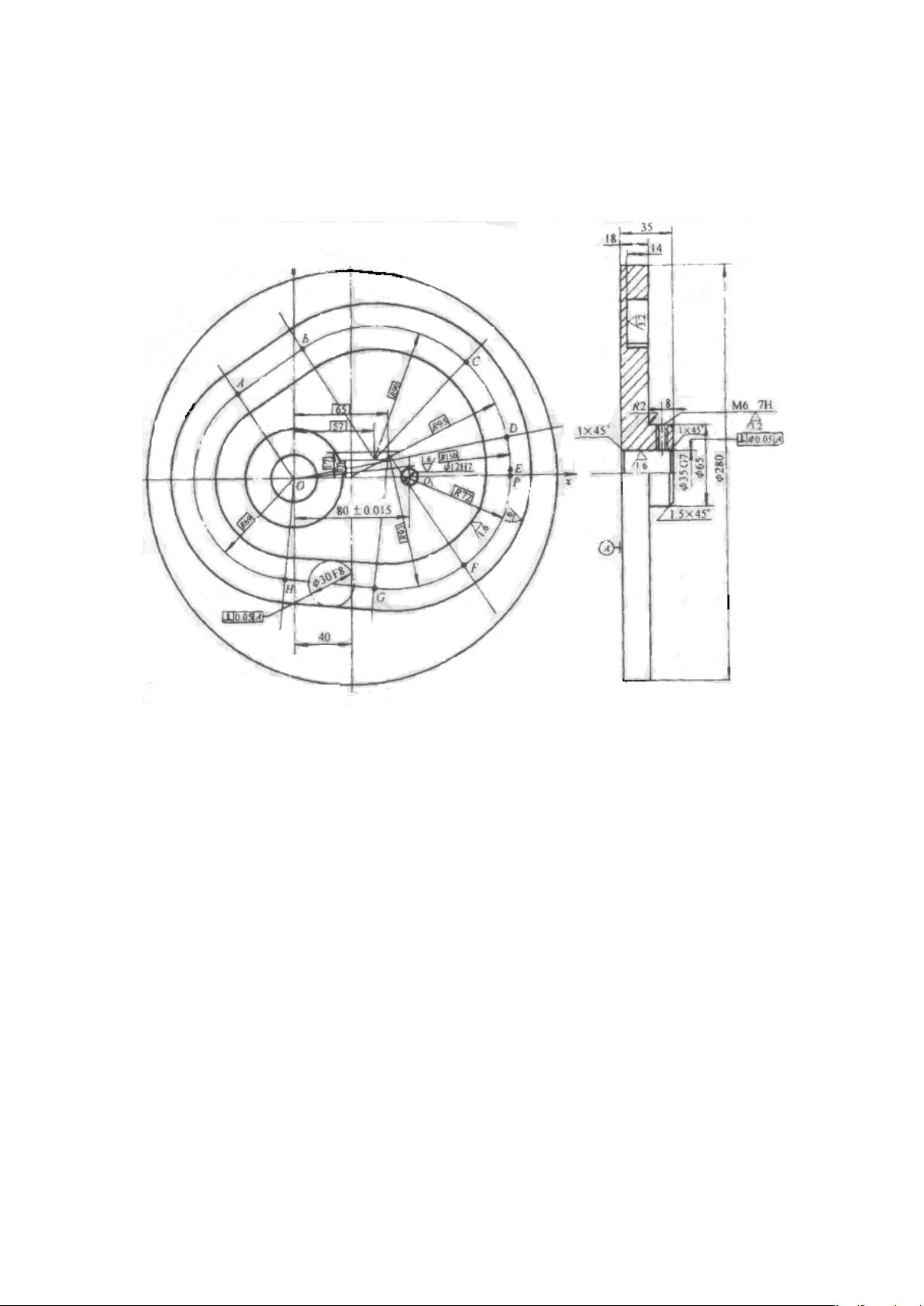
实例. 以图 A-54 所示的平面槽形凸轮为例分析其数控铣削加工工艺。
图 A-54 平面槽型凸轮简图
案例分析:
平面凸轮零件是数控铣削加工中常用的零件之一,基轮廓曲线组成不外乎直线—曲线、
圆弧—圆弧、圆弧—非圆曲线及非圆曲线等几种。所用数控机床多为两轴以上联动的数控铣
床,加工工艺过程也大同小异。
1. 零件图纸工艺分析
图样分析主要分析凸轮轮廓形状、尺寸和技术要求、定位基准及毛坯等。
本例零件是一种平面槽行凸轮,其轮廓由圆弧 HA、BC、DE、FG 和直线 AB、HG 以及过渡
圆弧 CD、EF 所组成,需要两轴联动的数控机床。材料为铸铁、切削加工性较好。
该零件在数控铣削加工前,工件是一个经过加工、含有两个基准孔直径为φ280mm、厚
度为 18mm 的圆盘。圆盘底面 A 及φ35G7 和φ12H7 两孔可用作定位基准,无需另作工艺孔定
位。
凸轮槽组成几何元素之前关系清楚,条件充分,编辑时所需基点坐标很容易求得。
凸轮槽内外轮廓面对 A 面有垂直度要求,只要提高装夹度,使 A 面与铣刀轴线垂直,即
可保证:φ35G7 对 A 面的垂直度要求由前面的工序保证。
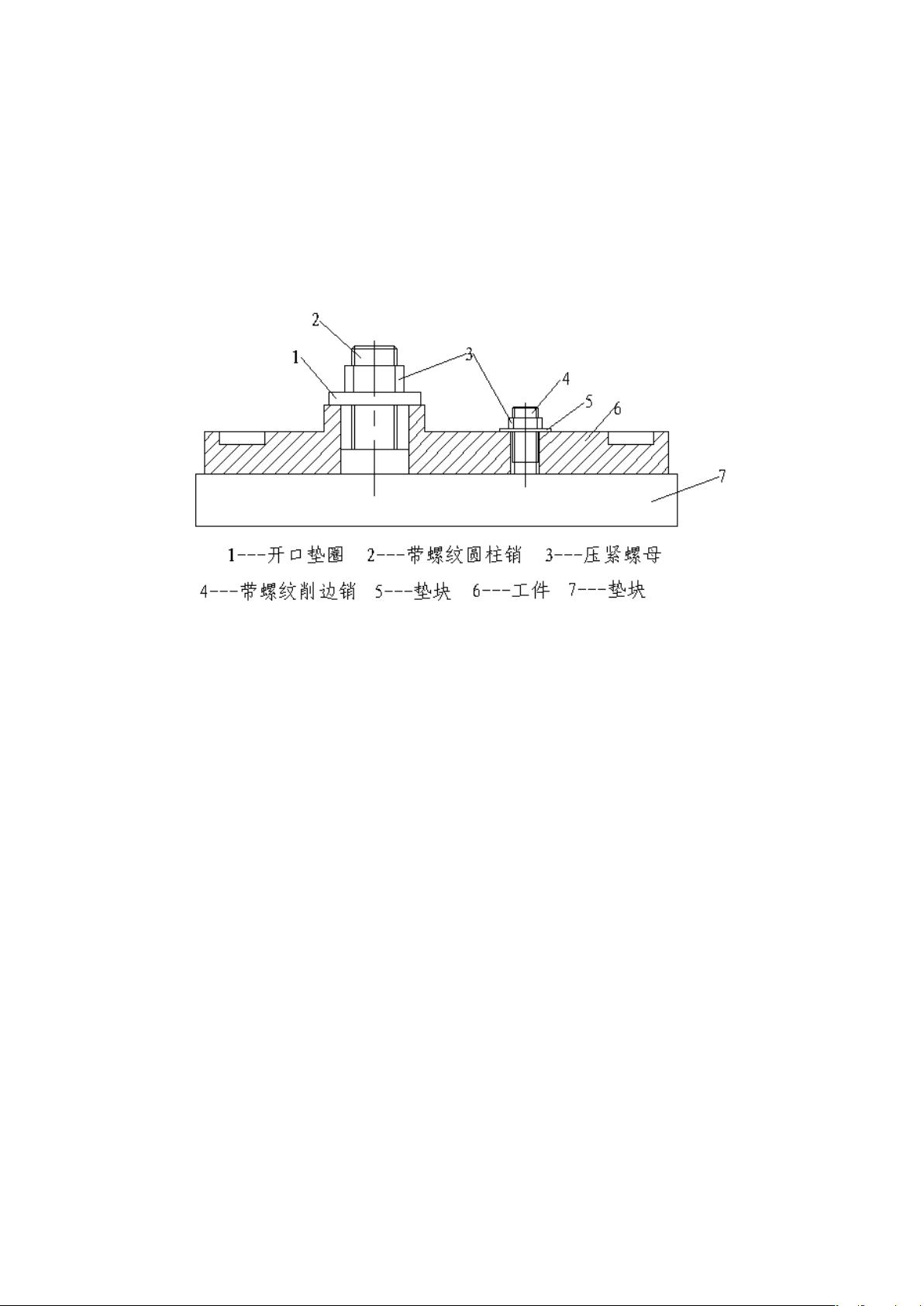
2. 确定装夹方案
剩余12页未读,继续阅读
资源评论


南抖北快东卫
- 粉丝: 73
- 资源: 5584

下载权益

C知道特权

VIP文章

课程特权
开通VIP











