自动化生产线安装与调试
自动化生产线安装与调试是指在生产线上安装和调试自动化设备的过程。这个过程是自动化生产线的关键环节,它直接影响生产线的运行效率和产品质量。在这个过程中,需要对设备进行安装、调试和测试,以确保设备的正常运转和稳定运行。
工作单(5-2)工程编号5 工程名称输送站的安装与调试成绩班级小组日期小组成员
四、实施
1. 准备
按照材料清单如表1所示逐一检查加工站所需材料是否齐全,并填好各种材料的数量、规格、是否损坏等情况。
表1 工具、材料明细表
| 材料名称 | 规格 | 数量 | 是否损坏 |
| --- | --- | --- | --- |
| 回转气缸 | | 1 | 否 |
| 手爪伸出加紧气缨 | | 1 | 否 |
|提升气缨 | | 1 | 否 |
| 电磁阀 | | 1 | 否 |
| 直线运动机构 | | 1 | 否 |
| 伺服电机 | | 1 | 否 |
| 伺服放大器 | | 1 | 否 |
| 远点接近开关 | | 1 | 否 |
| 左、右极限开关 | | 2 | 否 |
| 同步轮 | | 1 | 否 |
| 滑动溜板 | | 1 | 否 |
| 电磁阀组 | | 1 | 否 |
| 磁性开关 | | 1 | 否 |
| 按钮指示灯模块 | | 1 | 否 |
| 盒PLC | | 1 | 否 |
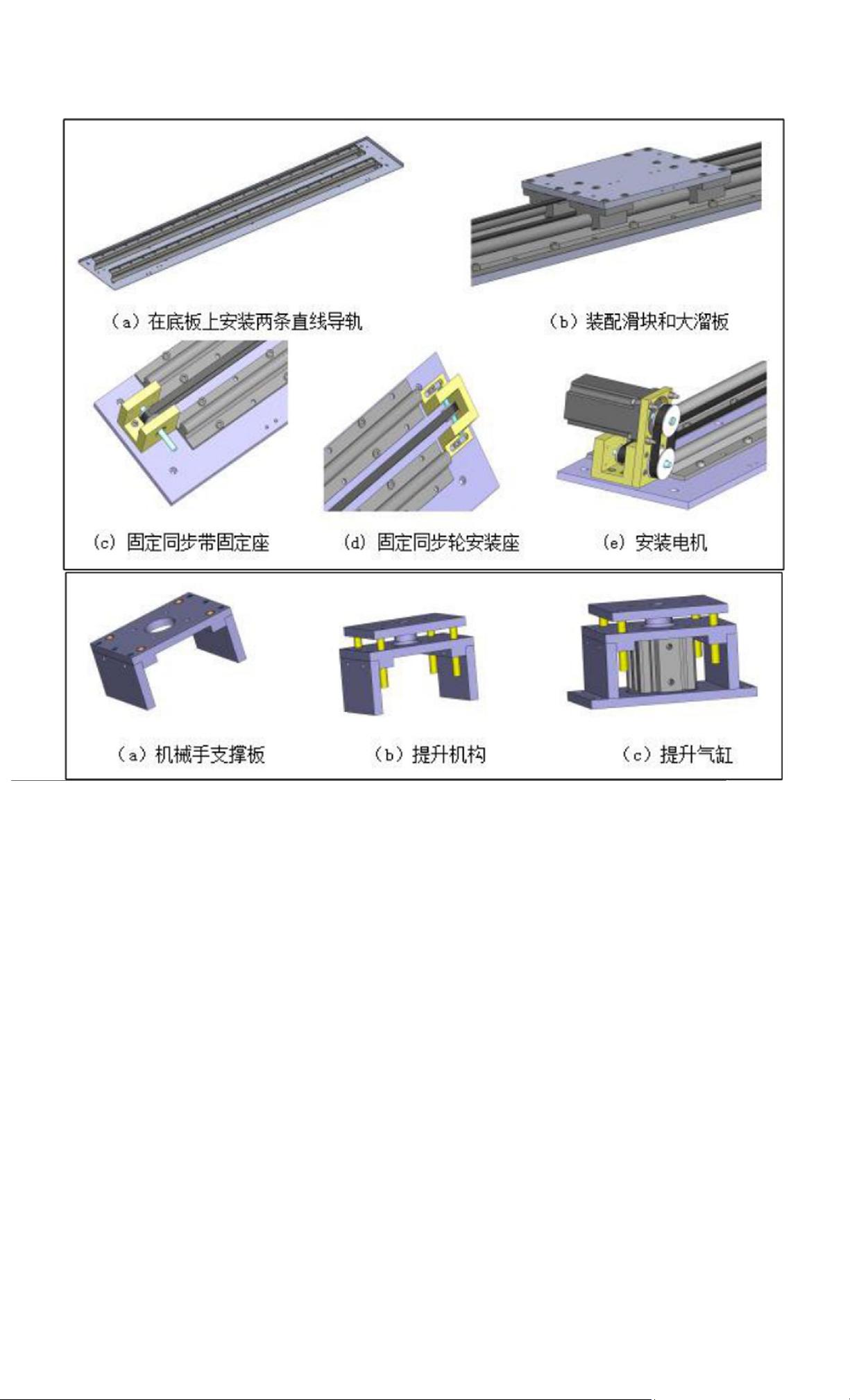
2. 机械组装
按照如下列图所示组装顺序,完成分拣站机械局部的安装,并填写安装调试工作单。
组装过程心得:
表2 输送站机械安装工作单
| 安装步骤 | 计划时间 | 实际时间 | 工具 | 是否返工 | 返工原因及解决方法 |
| --- | --- | --- | --- | --- | --- |
| 直线导轨的安装 | | | | | |
| 抓取机械手的安装 | | | | | |
| 伺服电机的安装 | | | | | |
| 传感器的安装 | | | | | |
| 电磁阀的安装 | | | | | |
| 整体安装 | | | | | |
| 传送带转动是否正常 | | | | | |
3. 气路连接
按照如下输送站的气动回路图连接气路。
表3 输送站气路安装与调试工作单
| 调试内容 | 是否正确 | 原因 | 解决方法 |
| --- | --- | --- | --- |
| 输送站气路连接 | | | |
| 气路连接是否无漏气现象 | | | |
| 提升台气缸伸出是否顺畅 | | | |
| 手臂伸出是否顺畅 | | | |
| 摆动气缸伸出是否顺畅 | | | |
| 手指气缨伸出是否顺畅 | | | |
4. 电气设计
完成输送站PLC的I/O分配,填入下表4。
表4 输送站PLC的I/O分配表
| 序号 | PLC输入点信号名称 | 信号来源 | 序号 | PLC输出点信号名称 | 信号来源 |
| --- | --- | --- | --- | --- | --- |
| 1 | | | 1 | | |
| 2 | | | 2 | | |
| 3 | | | 3 | | |
| 4 | | | 4 | | |
| 5 | | | 5 | | |
| 6 | | | 6 | | |
| 7 | | | 7 | | |
| 8 | | | 8 | | |
| 9 | | | 9 | | |
| 10 | | | 10 | | |
绘制PLC电气接线原理图(另附绘图纸),完成电气局部调试工作单。
表5 输送站电气线路安装及调试工作单
| 调试内容 | 正确 | 错误原因 | 原因 |
| --- | --- | --- | --- |
| 原点传感器检测信号 | | | |
| 左限位保护信号 | | | |
| 右限位保护信号 | | | |
| 提升台上限检测信号 | | | |
| 提升台下限检测信号 | | | |
| 摆动气缨左限检测 | | | |
| 摆动气缨右限检测 | | | |
| 手臂伸出检测信号 | | | |
| 手臂缩回检测信号 | | | |
| 手指夹紧检测信号 | | | |
| 伺服报警检测 | | | |
5. 编写PLC程序,并调试控制要求:
(1)输送单元在通电后,按下复位按钮SB1,执行复位操作,使抓取机械手装置回到原点位置。在复位过程中,“正常工作”指示灯HL1以1Hz的频率闪烁。当抓取机械手装置回到原点位置,且输送单元各个气缸满足初始位置的要求,那么复位完成,“正常工作”指示灯HL1常亮。按下起动按钮SB2,设备启动,“设备运行”指示灯HL2也常亮,开始功能测试过程。
(2)正常功能测试
① 抓取机械手装置从供料站出料台抓取工件,抓取的顺序是:手臂伸出一手爪夹紧抓取工件一提升台上升一手臂缩回。
② 抓取动作完成后,伺服电机驱动机械手装置向加工站移动,移动速度不小于300mm/s。
③ 机械手装置移动到加工站物料台的正前方后,即把工件放到加工站物料台l-.o抓取机械手装置在加工站放下工件的顺序是:手臂伸出一提升台下降一手爪松开放下工件一手博缩回。
④ 放下工件动作完成2秒后,抓取机械手装置执行抓取加工站工件的操作。抓取的顺序与供料站抓取工件的顺序相同。
⑤ 抓取动作完成后,伺服电机驱动机械手装置移动到装配站物料台的正前方。然后把工件放到装配站物料台上。其动作顺序与加工站放下工件的顺序相同。
⑥ 放下工件动作完成2秒后,抓取机械手装置执行抓取装配站工件的操作。抓取的顺序与供料站抓取工件的顺序相同。
⑦ 机械手手臂缩回后,摆台逆时针旋转90° ,伺服电机驱动机械手装置从装配站向分拣站运送工件,到达分拣站传送带上方入料口后把工件放下,动作顺序与加工站放下工件的顺序相同。
⑧ 放下工件动作完成后,机械手手臂缩回,然后执行返回原点的操作。伺服电机驱动机械手装置以400mm/s的速度返回,返回900mm后,摆台顺时针旋转90° ,然后以100mm/s的速度低速返回原点停止。
当抓取机械手装置返回原点后,一个测试周期结束。当供料单元的出料台上放置了工件时,再按一次启动按钮SB2,开始新一轮的测试。
(1)在下载、运行程序前,必须认真检查程序。在调试编程之前先要检查分拣站的初始状态是否满足要求,完成分拣站初态调试工作单。
表6 分拣站初态调试
| 启动按钮按下后调试内容 | 是否正确 | 原因 |
| --- | --- | --- |
| HL1指示灯是否点亮 | | |
| HL2指示灯是否常亮 | | |
| 机械手机构是否回零 | | |
| 设备回零直线运动机构是否回零 | | |
| 机械手是否正常抓取工件 | | |
| 供料站有料时直线机构是否运动 | | |
| 加工站有料时直线机构是否运动 | | |
| 装配站有料时直线机构是否运动 | | |
| 分拣站无料时直线机构是否运动 | | |
| 供料站、装配站没有工件时,机械手是否继续工作停止 | | |