
编号:
时间:2021 年 x 月 x 日
书山有路勤为径,学海无涯苦作舟
页码:第 1 页 共 25 页
第 1 页 共 25 页
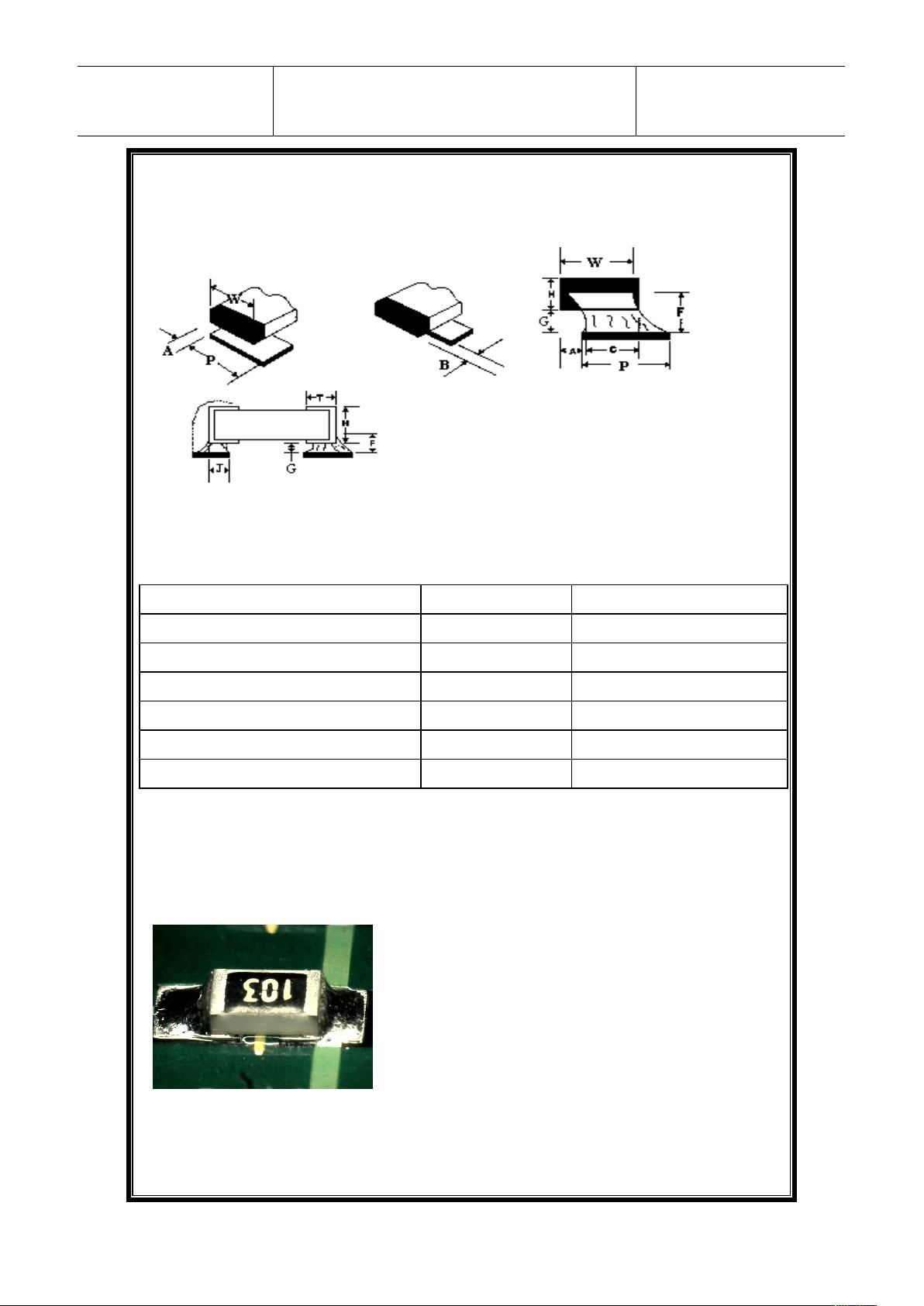
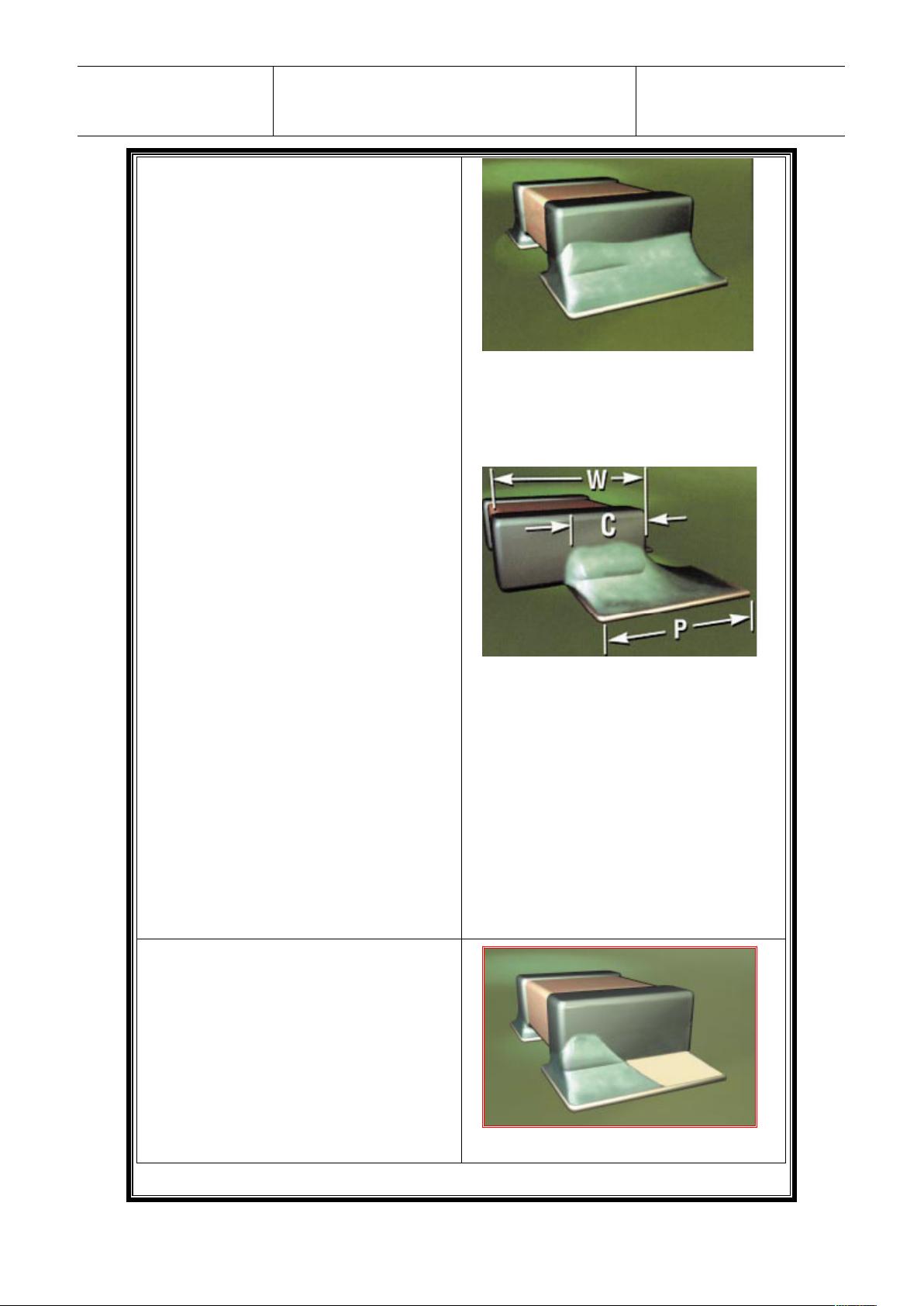
1. CHIP 零件置放焊接標準解說圖表
備註:P 為 PCB 焊盤寬度,W 為零件寬度.
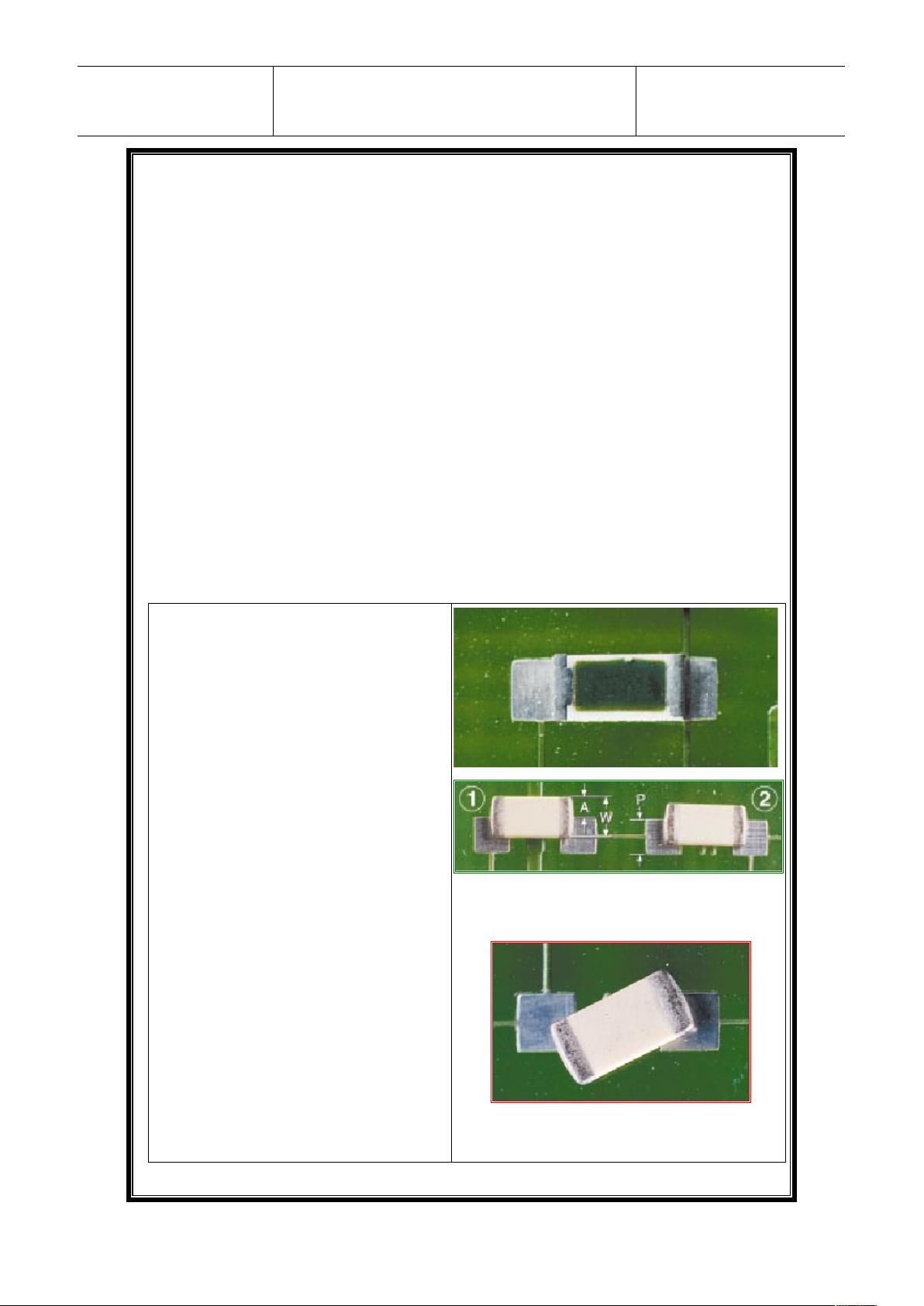
標準焊接圖示:
1.側面無偏移
2.零件的兩端焊接情形良好
3.焊錫的外觀呈內凹弧面的形狀
4.末端無偏移.
圖形 1 Chip 焊點尺寸圖
Feature
Dim
Class 3
最大側面偏移
A
0.2*(W or P)
最大末端偏移
B
Not permitted
最小末端焊接寬度
C
0.8*(W or P)
最小焊錫高度
F
G+1/4H or 0.5
最小焊錫厚度
G
0.2mm
最小末端偏移
J
Required
表格 1 Chip 焊點尺寸表
圖形 2 CHIP5.BMP , 標準焊接
剩余24页未读,继续阅读
资源评论


艳艳点点
- 粉丝: 9
- 资源: 28万+









最新资源
- 基于bilibili弹幕分析,包含爬虫、词云分析、词频分析、情感分析、构建衍生指标,可视化资料齐全+详细文档+源码.zip
- 基于Python 网络爬虫实战、数据分析合集 当当 网易云音乐 unsplash 必胜客 猫眼资料齐全+详细文档+源码.zip
- 基于python flask vue-element-admin selenium 爬虫 后台资料齐全+详细文档+源码.zip
- 基于Python爬虫小项目汇总(招聘信息电影信息股票信息天气信息贴吧信息图片信息视频信息..)资料齐全+详细文档+源码.zip
- 基于python模拟登陆一些大型网站资料齐全+详细文档+源码.zip
- 基于scrapy + selenium + phantomjs + mongodb机票爬虫(去哪儿和携程网)资料齐全+详细文档+源码.zip
- 基于rocket电商网站爬虫合集,淘宝京东亚马逊等资料齐全+详细文档+源码.zip
- 基于Python入门网络爬虫之精华版资料齐全+详细文档+源码.zip
- 基于Scrapy + seleniumwebdriver + 爬取某书整站爬虫资料齐全+详细文档+源码.zip
- 基于scrapy+scrapy-redis+selenium+pandas+matplotlibaqi天气信息爬虫、清洗资料齐全+详细文档+源码.zip
- 基于selenium + sqlite3 爬虫,实现将淘宝网站数据、1688网站数据的爬取,淘宝爬虫1688爬虫;并保存到数据库中资料齐全+详细文档+源码.zip
- 基于scrapy分布式爬虫,selenium 爬虫,手机群控(自动化)反爬破解文档资料齐全+详细文档+源码.zip
- 基于selenium 携程酒店爬虫+简单数据分析资料齐全+详细文档+源码.zip
- 基于selenium+python实现京东商品爬虫淘宝店铺爬虫资料齐全+详细文档+源码.zip
- 基于selenium裁判文书网爬虫,文书网登录资料齐全+详细文档+源码.zip
- 基于Selenium×Firefox自动化爬虫模板资料齐全+详细文档+源码.zip
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


