
.
1 / 8
1.目的
明确与规范 PCBA 检验与判定标准,确保 PCBA 的质量稳定、符合产品的品质要求。
2.适用范围
2.1 本标准通用于公司 PCBA 来料及打样的检验〔在无特殊规定的情况外;
2.2 特殊规定是指:因零件的特性、工艺的需要或其它特殊需求,PCBA 的标准可加以适当修订,其有
效性应超越通用型的外观标准。
3.引用文件
IPC-A-610B 机板组装国际规范
MIL-STD105E 《美国军方抽样检验标准》
4.基本定义
4.1 允收标准:允收标准为包括理想状况、允收状况、拒收状况等三种状况。
[理想状况]:此组装情形接近理想与完美之组装结果。能有良好组装可靠度,判定为理想状况;
[允收状况]:此组装情形未符合接近理想状况,但能维持组装可靠度,因此视为合格状况,判定为允收状
况;
[拒收状况]:此组装情形未能符合标准,其有可能影响产品之功能性或严重影响外观,因此视为不合格
状况,判定为拒收状况。
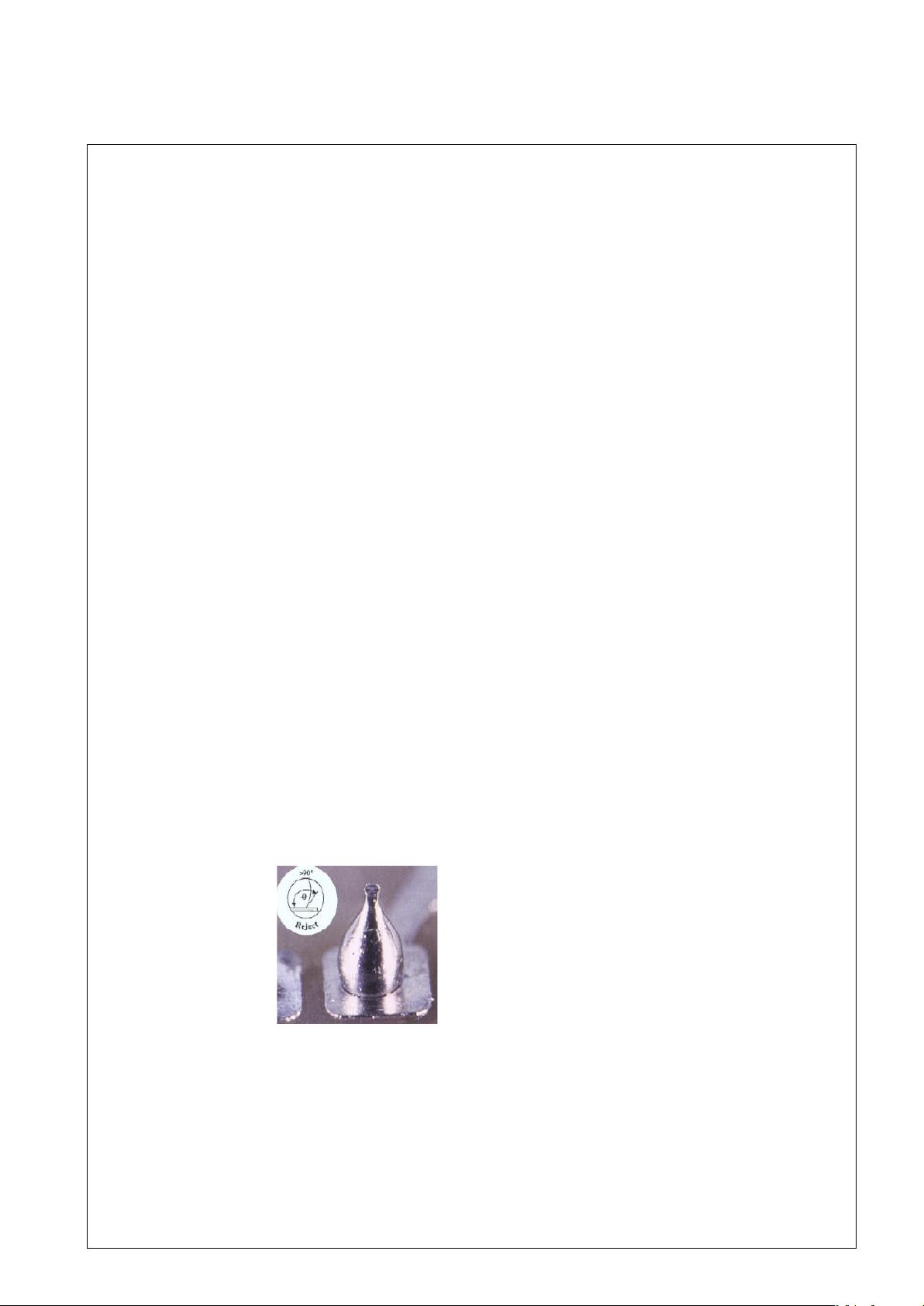
4.2 沾锡性名词解释
[沾锡角]被焊物表面与熔融焊锡相互接触之各接线所包围之角度,一般指液体和固体交界处形成一定的
角度,这个角称沾锡角,此角度愈小代表焊锡性愈好。
[缩锡]原本沾锡之焊锡缩回。有时会残留极薄之焊锡膜,随着焊锡回缩,沾锡角变大。
了
[冷 焊]由于焊接工艺不当或其它条件影响〔如焊接时间过短、焊接物氧化、焊接时焊点未干受震动力
使焊点呈不平滑之外表,严重時在元件腳四周,產生縐褶或裂縫。
[针 孔] 焊点外表上產生如針孔般大小之孔洞。
5.工作程序和要求
5.1 检验环境准备
5.1.1 照明:室内照明 500LUX 以上,必要时以<三倍以上>〔含放大照灯检验确认;
资源评论


huayuya123
- 粉丝: 26
- 资源: 31万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


