精品文档
28.2
机床准备
28.2.1
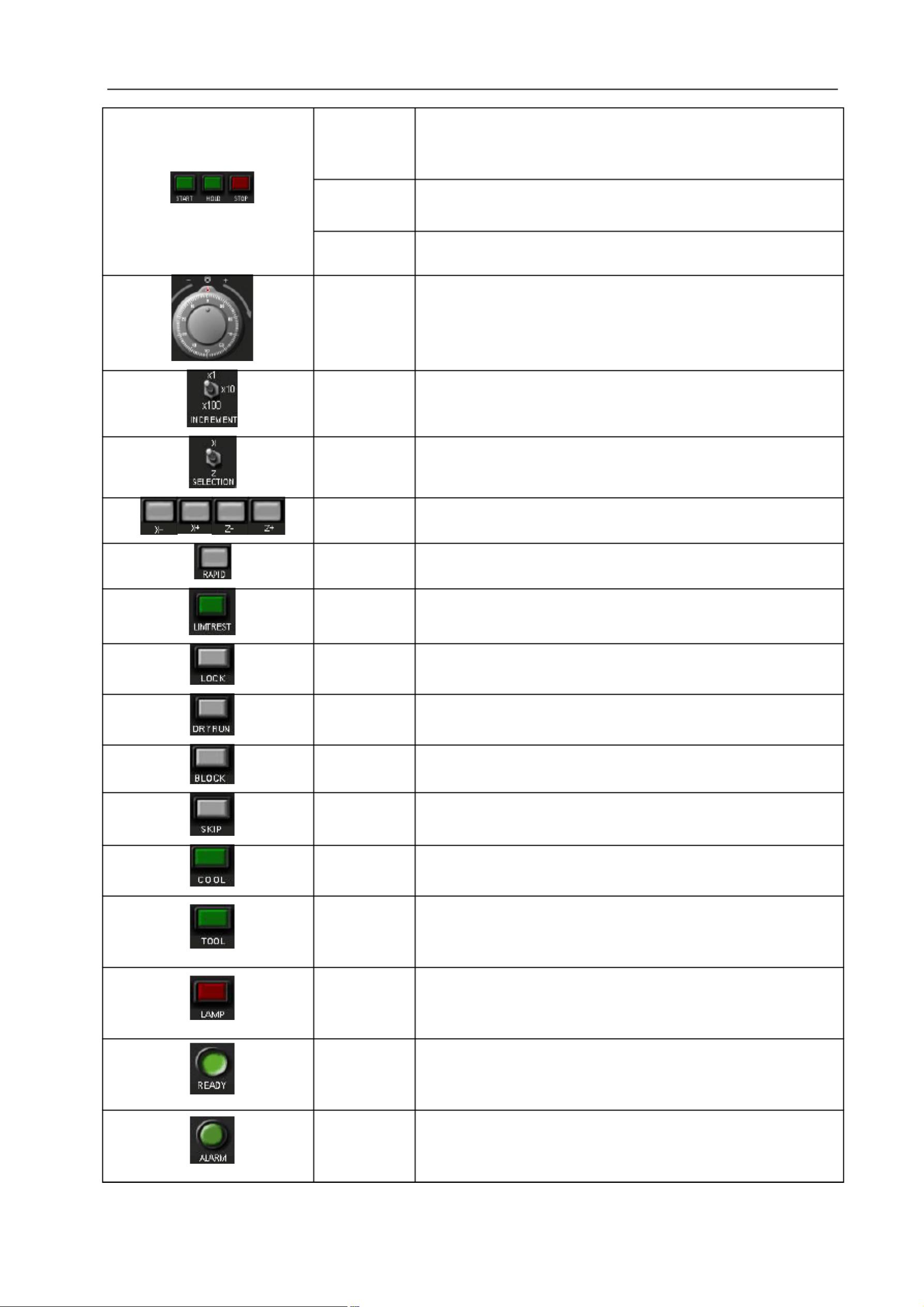
激活机床
点击电源按钮 至“O28”,机床总电源打开。
状态,若未松开,点击急停按钮 ,将其松开;检查急停按钮是否松开至
28.2.2
机床回参考点
在回零模式下,如图 28-2-2-1 所示,点击
为“600.000”;点击
示:
按钮,X 轴回零,CRT 面板上的 X 变
按钮,Z 轴回零,CRT 面板上的 Z 变为“910.000”。如图 28-2-2-2 所
图
28-2-2-1
图
28-2-2-2
28.3
对刀
数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之
间关系的过程。下面具体说明车床对刀的方法。其中将工件右端面中心点设为工件坐标
系原点。将工件上其它点设为工件坐标系原点的方法与对刀方法类似。
28.3.1
试切法设置
G54
~
G59
试切法对刀是用所选的刀具试切零件的外圆和端面,经过测量和计算得到零件端面
中心点的坐标值。
刀具参考点在 X 轴方向的距离为
X
T
,在 Z 轴方向的距离为
Z
T
。
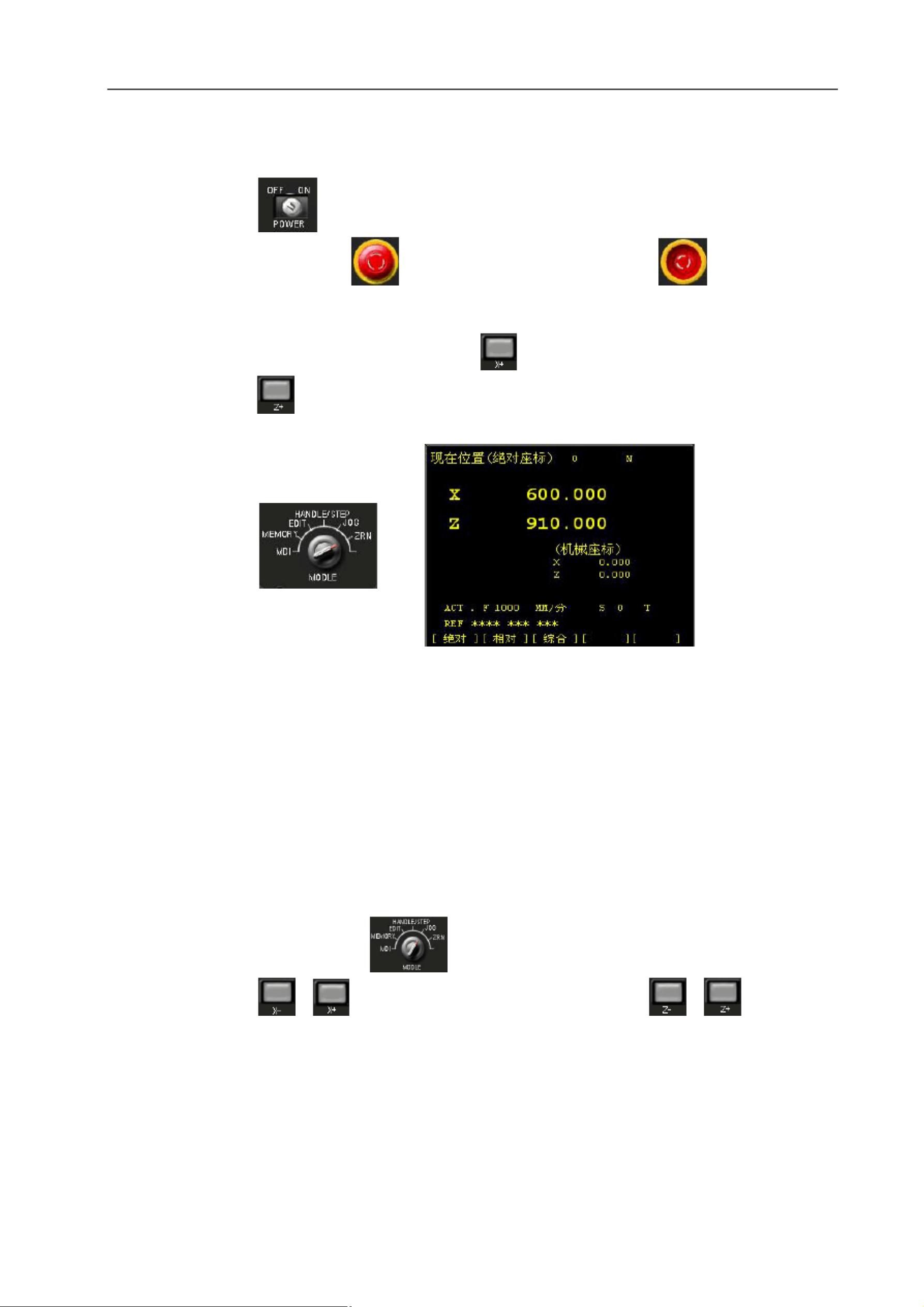
将操作面板中方式选择旋钮 切换到手动上,机床进入手动操作模式。在控
使机床在 Z制面板上的,点击 或 ,使机床在 X 轴方向移动;同样点击 或
轴方向移动。通过手动方式将机床移到如图 28-3-1-1 所示的大致位置:
收集于网络,如有侵权请联系管理员删除