

- -
?机械制造技术根底?局部习题参考解答
第一章 绪 论
1-1 什么是生产过程、工艺过程和工艺规程?
答:生产过程——从原材料〔或半成品〕进厂,一直到把成品制造出来的各有关劳
动过程的总称为该工厂的过程。
工艺过程——在生产过程中,凡属直接改变生产对象的尺寸、形状、物理化学性能
以及相对位置关系的过程。
工艺规程——记录在给定条件下最合理的工艺过程的相关内容、并用来指导生产的
文件。
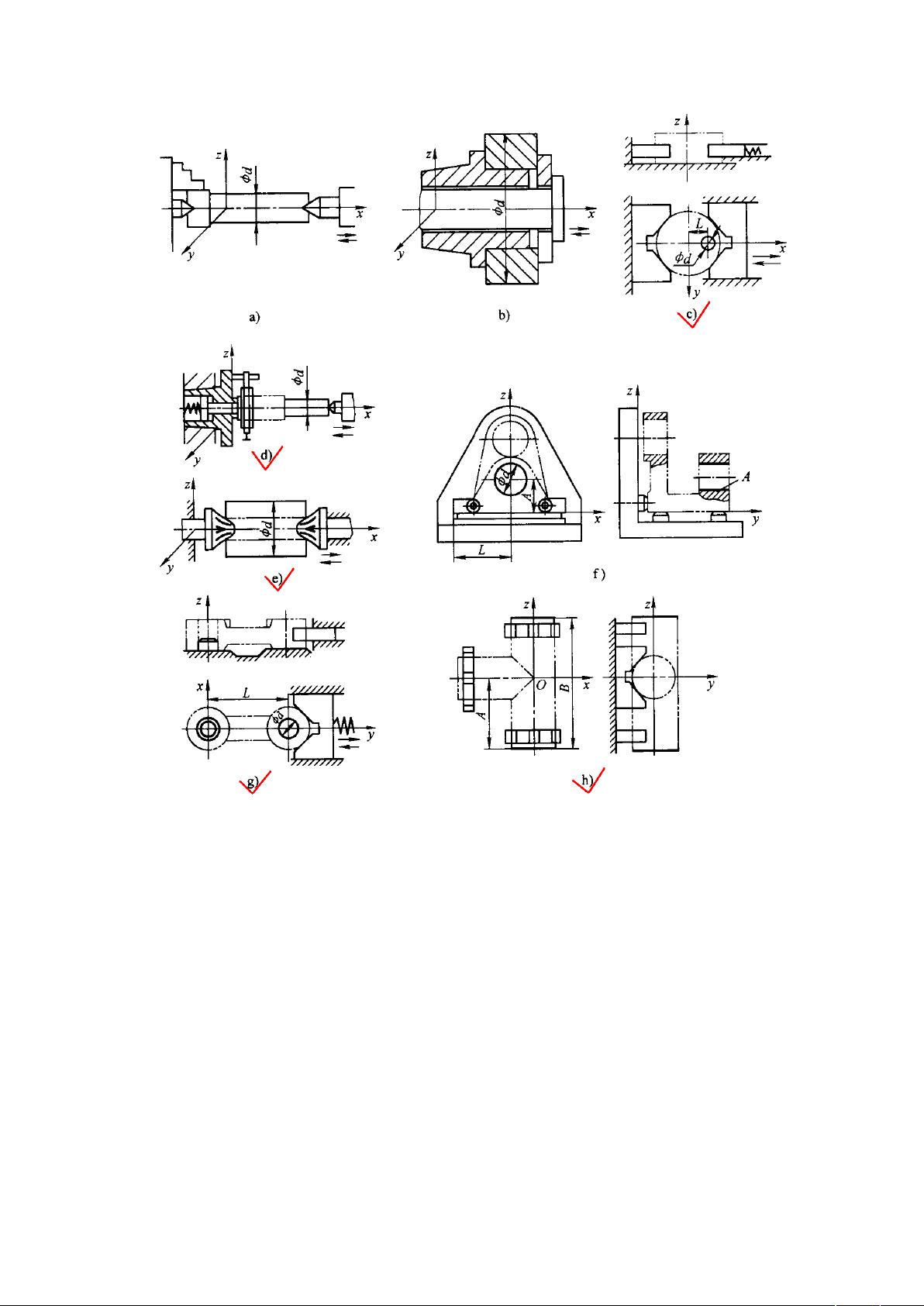
1-2 什么是工序、工位、工步和走刀?试举例说明。
答:工序——一个工人或一组工人,在一个工作地对同一工件或同时对几个工件所
连续完成的那一局部工艺过程。
工位——在工件的一次安装中,工件相对于机床〔或刀具〕每占据一个确切位置中
所完成的那一局部工艺过程。
工步——在加工外表、切削刀具和切削用量〔仅指机床主轴转速和进给量〕都不变
的情况下所完成的那一局部工艺过程。
走刀——在一个工步中,如果要切掉的金属层很厚,可分几次切,每切削一次,就
称为一次走刀。
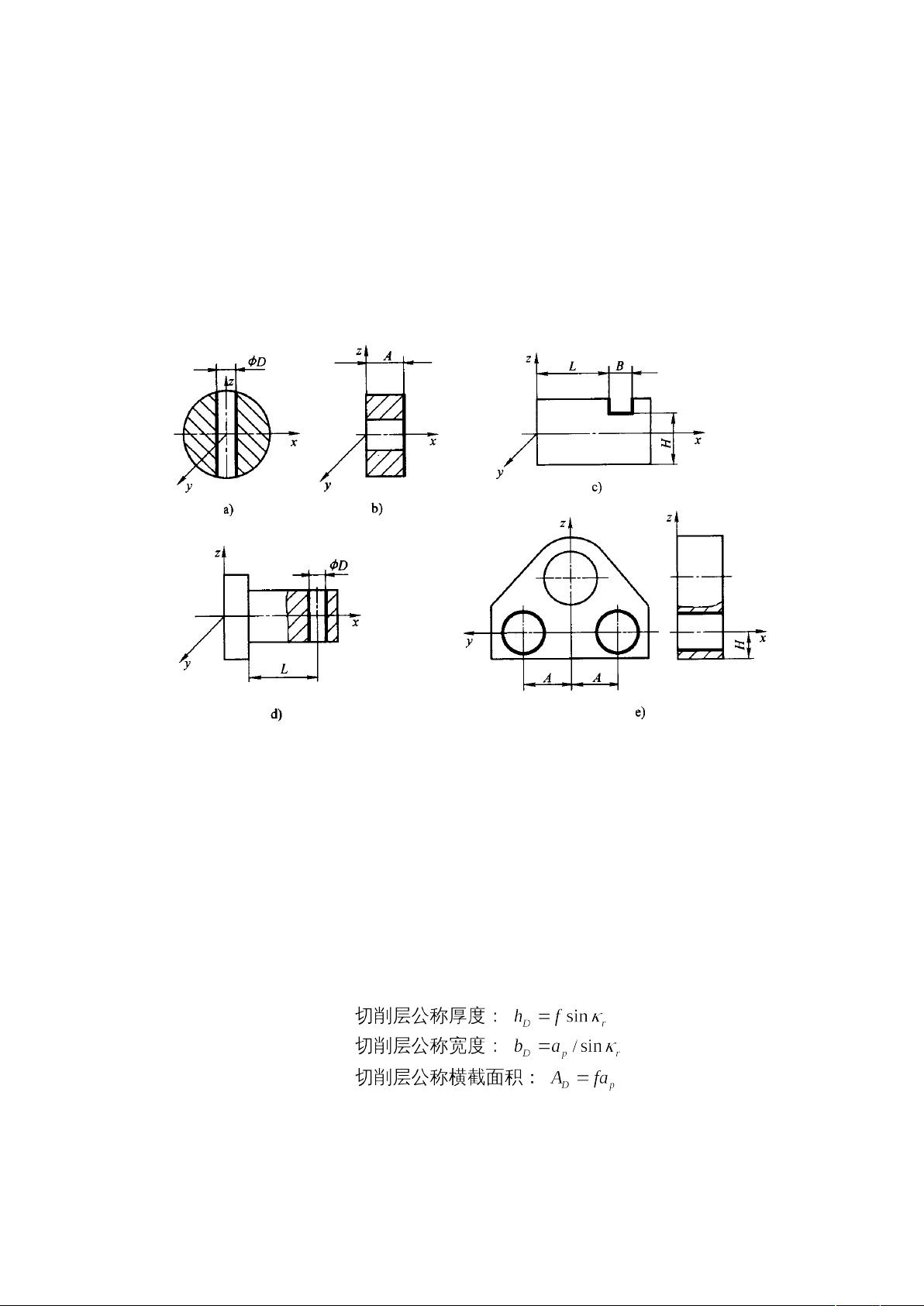
比方车削一阶梯轴,在车床上完成的车外圆、端面等为一个工序,其中,n, f, a
p
不变的为一工步,切削小直径外圆外表因余量较大要分为几次走刀。
1-3 什么是安装?什么是装夹?它们有什么区别?
答:安装——工件经一次装夹后所完成的那一局部工艺过程。
装夹——特指工件在机床夹具上的定位和夹紧的过程。
安装包括一次装夹和装夹之后所完成的切削加工的工艺过程;装夹仅指定位和夹紧
1-4 单件生产、成批生产、大量生产各有哪些工艺特征?
答:单件生产零件互换性较差、毛坯制造精度低、加工余量大;采用通用机床、通
用夹具和刀具,找正装夹,对工人技术水平要求较高;生产效率低。
大量生产零件互换性好、毛坯精度高、加工余量小;采用高效专用机床、专用夹具
和刀具,夹具定位装夹,操作工人技术水平要求不高,生产效率高。
成批生产的毛坯精度、互换性、所以夹具和刀具等介于上述两者之间,机床采用通
- word.zl-


剩余40页未读,继续阅读
资源评论


gjmm89
- 粉丝: 16
- 资源: 19万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 三菱PLC项目案例学习之PLC控制伺服或步进电机带动丝运行案例 器件:三菱FX1SPLC,威纶通触摸屏,48步进驱动器,伺服电机,丝杆滑台等 控制方式:PLC发脉冲给步进驱动器控制步进电机带动丝杆
- 北航智能自主系统.7z
- 开源风噪 matlab 代码及仿真数据
- 北航软件体系架构.7z
- “预防夏季中暑”知识讲座教案课件.pptx
- 幼儿园老师与家长的沟通技巧培训讲座教案课件.pptx
- 企业新员工职业道德培训教案课件.pptx
- “构建高效课堂,展现课堂魅力”教师培训教案课件.pptx
- “幼儿园教师礼仪”培训教案课件资料.pptx
- “夏季行车安全”讲座教案课件资料.pptx
- 昆仑通泰暖通空调中央空调控制组态程序,适用于绝大多数西门子方案暖通空调自控系统
- mongodb-windows-x86-64-6.0.19-signed.msi
- spring-series
- java大题啊实打实的
- java大题txt格式
- 基于CSS绘制的圣诞树网页元素
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


