




技术学院
毕业设计(论 文)
题 目
抛光机设计
系 (部)
专 业
班 级
姓 名
指 导 老 师
系 主 任
年 月 日

1
目 录
综 述 ............................................................................................................................2
1. 抛光桶设计参数.......................................................................................................5
2. 传动方案 ...................................................................................................................6
3. V 带的设计................................................................................................................6
3.1 确定设计功率......................................................................................................6
3.2 选择带的型号......................................................................................................7
3.3 确定带轮的基准直径 ..............................................................................7
3.4 验算带的速度......................................................................................................7
3.5 确定中心距 A 和 V 带基准长度 ....................................................................7
3.6 确定中心距和小轮包角......................................................................................8
3.7 确定 V 带根数 Z .................................................................................................8
3.8 确定初拉力 .....................................................................................................9
3.9 计算作用在轴上的压力......................................................................................9
3.10 带轮结构设计....................................................................................................9
4. 滚筒的设计 .............................................................................................................10
4.1 滚筒结构............................................................................................................10
4.2 轴承的选择........................................................................................................11
4.3 键的校核............................................................................................................11
5. 结论 .........................................................................................................................12
6. 参考文献 .................................................................................................................12
21
dd 和
d
L
0
F

2
综 述
机械零件投入机械加工的每张图纸都有去毛刺的技术要求,去毛刺工序,工
艺人员往往无法编 制工艺文件,通常采用锉刀、布轮、砂布、砂带等办法来去
除毛刺。随着科学技术的进步和生产的发展,人工去毛刺已不能适应现代市场竟
争的产品质量和生产方式的要求,光整加工技术逐步取代了传统的去毛刺工艺,
而且越来越被人们所重视,目前有些先进企业机械零件的精整与光饰已被技术人
员编入图纸技术要求的内容,并形成了标准工序。
滚磨光整加工技术的实用工艺过程是:除油处理→光整加工及去毛刺→分选
→清洗→烘干→防锈处理
◆除油处理:光整前的零件要进行彻底除油处理,常采用超声波清洗方法效
果最佳。如果工件上油污进入,磨块切削力明显减弱,磨剂作用会降低、光整效
果、效率下降,光整后的零件表面不光亮。
◆光整加工:光整加工主要是根据被光整零件件的结构形状、尺寸大小及光
整要求选择或确定设备形式、设备规格、工艺用料、工艺参数等内容。
◆光整加工后处理包括三方面:磨块与工件的分选、磨块与工件的清洗及工
件的脱水防锈。
磨块与工件的分选常用方法有:手工筛选、机械筛选、振动筛选、手工电磁
分选和传送带式磁力分选,可根据实际情况选用。磨块与工件的清洗采用超声波
清洗方法最佳,再用清请水冲洗干净,要特别注意工件的脱水烘干和防锈处理。
大量工艺试验发现,工件经滚磨光整加工后表面光洁铮亮,其表层的活跃金
属分子赤裸暴露在空气中很快氧化变黑,继而生锈,原因清洗后留在零件表面上
的水膜形成了电化学腐蚀所必须的一层电解质溶液。水的电离度虽小,但仍可电
离成 H + 和[OH] - ,这种电离过程随温度升高而加快。同时水中还溶解有 CO
2 、SO 2 等,都极易与水结合。
H 2 O→H + + [OH] –
CO 2 + H 2 O→H 2 CO 3 →H+ + [HCO 3 ] -
铁和铁中的杂质浸泡在有 H+、[OH] - 和[HCO 3 ] - 等多种离子的溶液中一样,
形成了腐蚀电池,铁是阳极、杂质是阴极。一般情况下,水膜里含有氧气,阳极
3
上的铁被氧化成 Fe 2+ 离子,在阳极上获得电子的是氧,然后与水结合成[OH]-
离子。腐蚀反应为:
2 Fe+ O 2 +2 H 2 O=2Fe(OH) 2
由此看来,光整前除油处理和光整后的脱水烘干、防锈处理是非常必要的,
二者缺一不可,其方法也很多。脱水烘干通常采用工业型甩干机,防锈油用主要
成份是羊毛脂,石油磺酸钡,石油磺酸钠及助剂。
磨粒流抛光
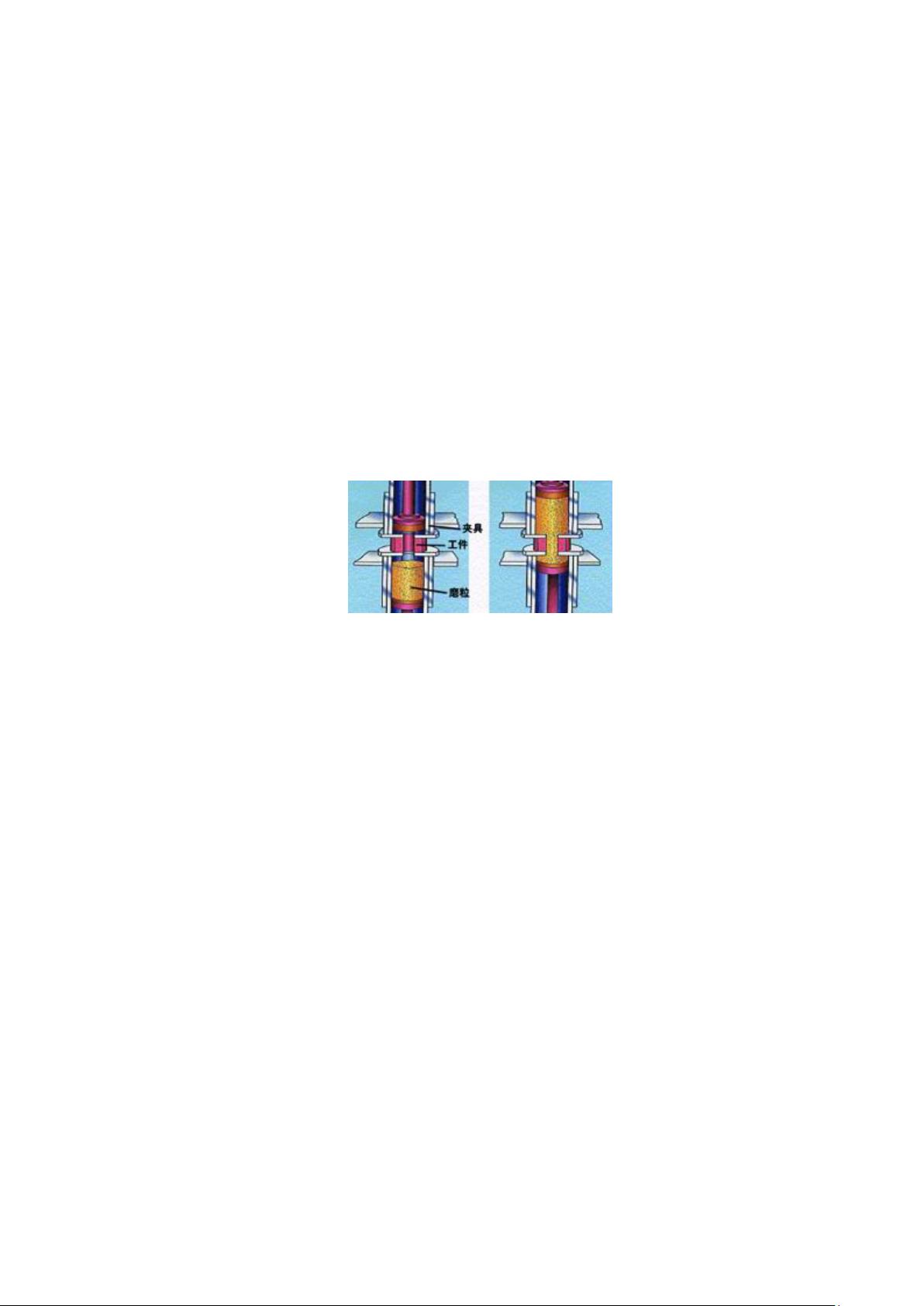
原理:在磨粒流加工过程中,夹具配合工件形成加工通道,两个相对的磨料
缸使磨料在这个通道中来回挤动(如图 1)。磨料均匀而渐进地对通道表面或边
角进行研磨,产生抛光、倒角作用。
图 1 磨粒流加工原理
机床、磨料和夹具是磨粒流加工的三个要素:
◆挤压研磨机床:其作用是固定工件和夹具,控制挤出压力。在一定的压力
作用下,使磨料研磨被加工表面,得到去毛刺、倒角的效果。机床压力范围从
7~224 kg/cm 2 ;
◆磨料 :是由一种具有粘弹性、柔软性和切割性的半固态载体和一定量磨砂
拌和而成。不同载体的粘度、磨砂种类、磨粒大小,可以产生不同的效果。常用
磨料类型有:碳化硅、立方氮化硼、氧化铝和金钢砂。砂粒尺寸在 0.005~
1.5mm。高粘度磨料可用于对零件的壁面和大通道进行均匀研磨;低粘度磨料用
于对零部件边角倒圆和小通道进行研磨;
◆ 夹具:使零件定位,并引导磨料到达被加工部位,堵住不需要加工的部位。
要顺利完成零件的磨粒流加工,得到最佳加工效果,影响因素很多,除设备
以外,还包括磨料的选择、挤压力的大小、循环次数、夹具的合理设计等。
优点:挤压研磨是对金属材料进行微量去除,对零件内腔交叉部位去毛刺并
倒圆,达到精细加工的目的。磨粒流加工具有精确性、稳定性和灵活性。广泛用

4
于汽车业和各种生产制造业。它最根本的优点是:可以通达零件复杂而难以进入
的部位;抛光表面均匀、完整;批量零件的加工效果重复一致。这些加工特点使
零件性能得到改善,寿命延长,同时减免繁杂的手工劳动,大大降低劳动强度。
如汽车进气管,手工抛光其内表面时,只能先切割开,抛光后再焊接起来。而用
磨粒流加工方法,不需要切割打开就可以完成内表面抛光。除了作为一种抛光手
段,磨粒流工艺还可以对一些表面形状公差、质量要求极其严格的零件进行微量
磨削加工。
应用:磨料流加工适用于加工不同的零件和尺寸。小至 0.2mm 的小孔或
1.5mm 直径的齿轮,大至 50mm 直径的花键通道,甚至 1.2m 的透平叶轮。加工大
型零件的机床可以装置回旋臂或输送轨道。
该工艺已广泛用于汽车零部件的精加工:进排气管、进气门、增压腔、喷油
器、喷油嘴、气缸头、涡轮壳体和叶片、花键、齿轮、制动器等。如:粗糙的气
缸头铸造件在专门的二工位磨粒流生产线上,每小时生产量可达到 30 件,粗糙
度从 Ra4μm 或 Ra5μm 达到 Ra0.4μm,可使废气排放量减少 7%,发动机功率增加 6
%,行驶里程数增加 5%。
近年来研制开发出的微孔磨粒流机床,在加工喷油嘴方面独树一帜。它根据
挤出压力、磨料温度和粘度之间的关系,进行复杂的程序运算。加工过程中,当
喷油嘴的设定流量到达时,加工即自动停止。加工时间在 10 秒左右,流量散差
可控制在±1%。与此加工设备配套的还有流量测试仪以及高压清洗设备。这些设
备可根据用户需要,提供单工位或多工位的。也可以是带机械手连接,包括加工、
测量、清洗的全套系统。
电化学去毛刺
零件内通道相交处粗糙并带有毛刺一直是令人头痛的问题。电化学去毛刺是
解决这些问题的好方法。这一技术是用成形工装,对工件的选定部位进行加工,
接通电流的电解液在工件和工装之间通过,瞬间溶解毛刺,去毛刺的同时,在内
通道相交处产生均匀、精确的倒圆边角。加工时间一般在 10 秒到 30 秒之间。大
多数工件采用多个电极头工装,可以达到更高的工作效率。去除量取决于工件
(正极)和工装(负极)之间电流量的大小。电极头通常设计成与工件表面相对
称的形状。对金属材料制成的零件自动地、有选择地完成去毛刺作业。它可广泛


















