高速高精密的切削加工技术.doc
版权申诉
90 浏览量
2021-10-04
21:11:58
上传
评论
收藏 541KB DOC 举报

高速高精密的切削加工技术
使切削在精度上超越抛光
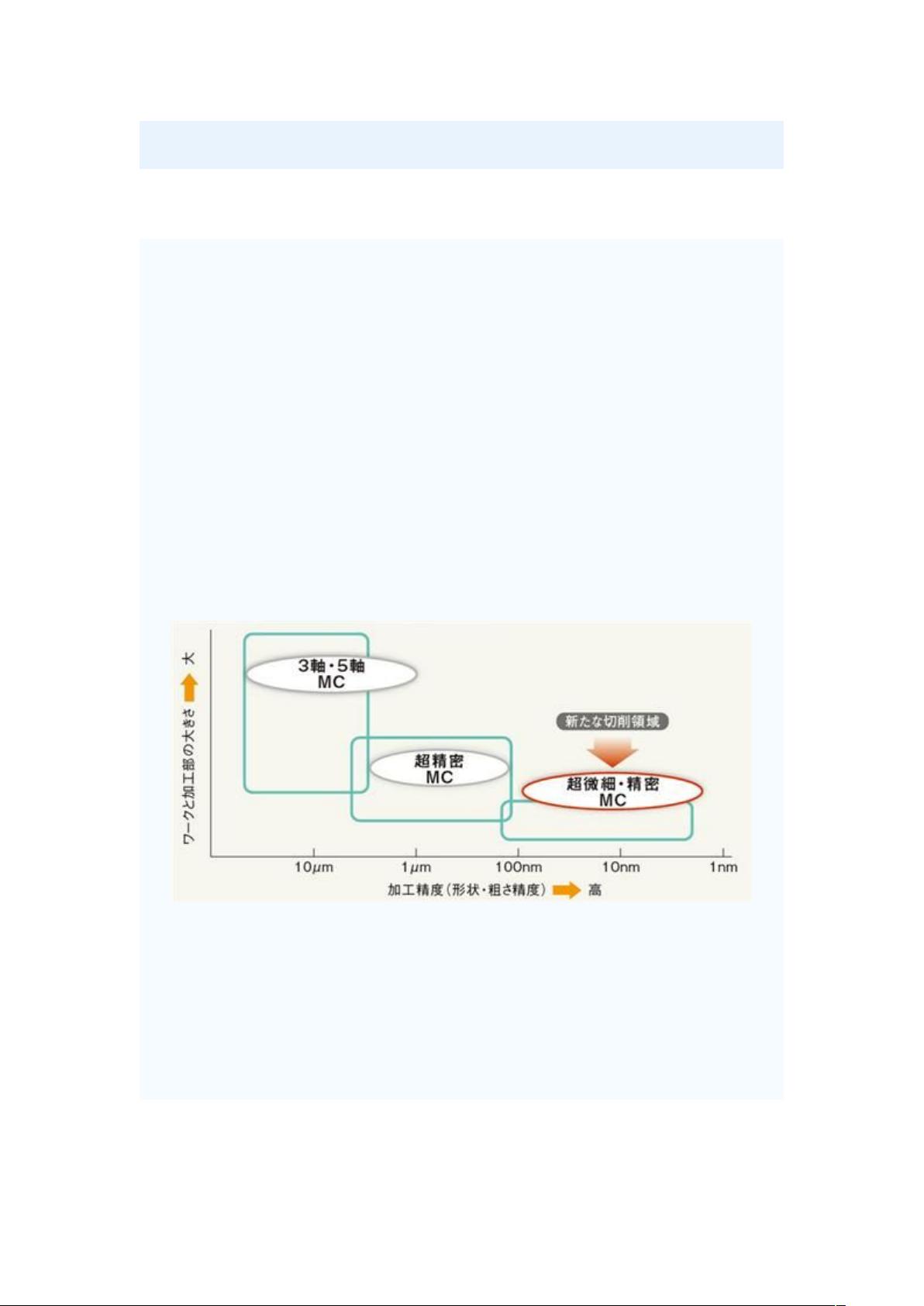
随着切削技术的进步,精密加工发生了巨大变化(图 1)。即
使在处理纳米级微细形状及表面粗糙度的加工中,比
0.1μm(100nm)还小的“超微精密”的切削加工也成为可能,如图
2 所示的镜面加工已经变为了现实*1。这一精度并不是在切削加工
后进行抛光才实现的。与抛光相比,通过切削反而更能获得平滑的
表面。以往的常识正在被颠覆。
图 1:超微精密加工的精度
普通加工中心(MC)的精度为 10μm 左右,而能够进行比
100nm 更精细的“超微精密加工”的 MC 也已亮相。
1 / 19

剩余18页未读,继续阅读
资源评论


xxiang85
- 粉丝: 5
- 资源: 19万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











