丝杠导轨行业研究:旋风铣工艺渗透率提升.docx
版权申诉
55 浏览量
2023-12-02
22:57:08
上传
评论
收藏 1.89MB DOCX 举报

丝杠导轨行业研究:旋风铣工艺渗透率提升
一、旋风铣工艺兼顾效率&精度,为丝杠加工未来趋势
丝杠导轨为核心传动部件,加工方式众多
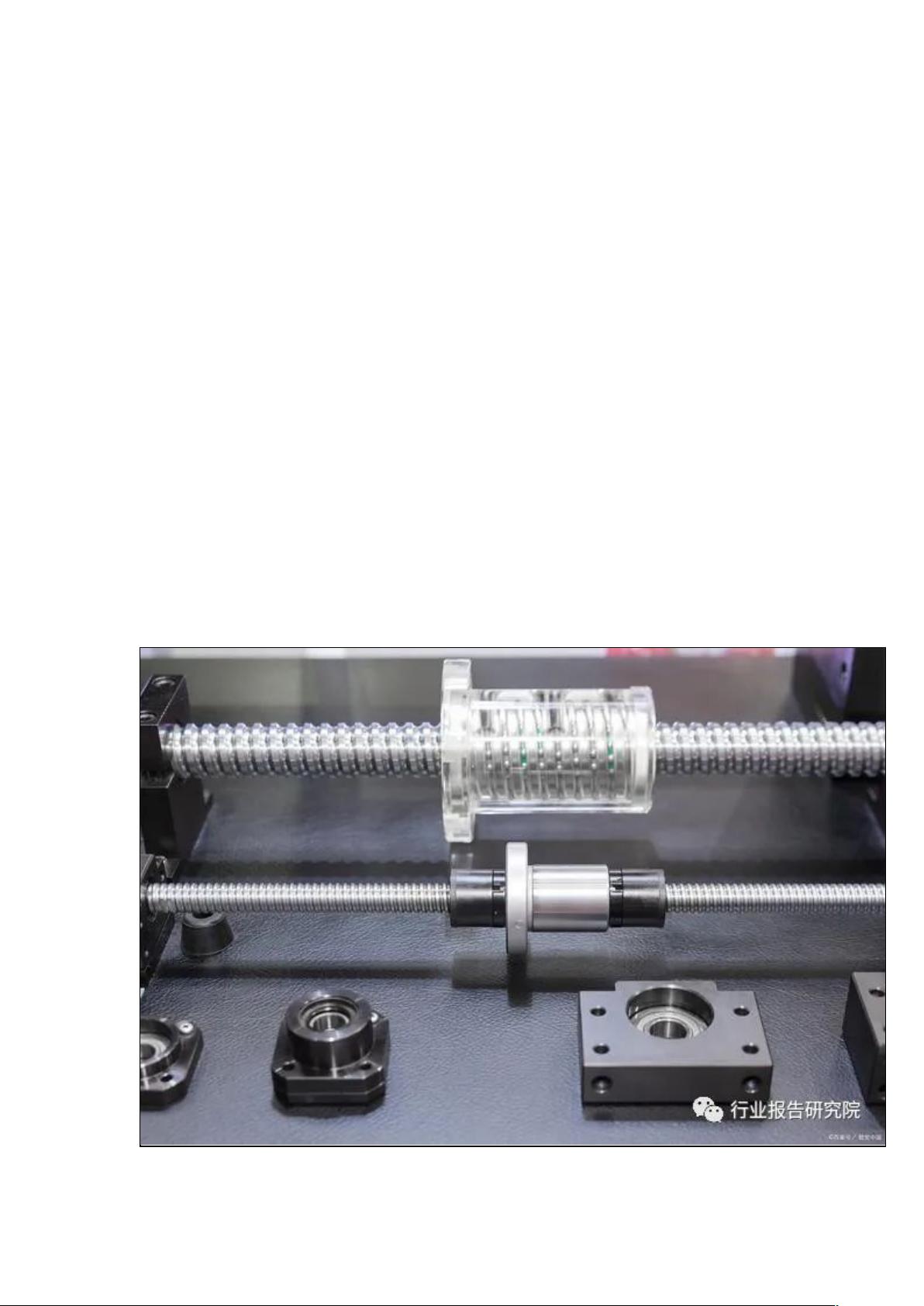
滚珠丝杠是将旋转运动转换成线性运动的理想传动装置,主要由丝杠轴、螺母、
滚珠以及循 环部件组成。丝杠轴、螺母和端盖上都制有圆弧形螺旋槽,将它们套
装在一起时,这些槽对 合起来就形成了螺旋通道,滚珠能够在通道内循环滚动。
当丝杠相对于螺母旋转时,滚珠在 滚道内自转,同时又在封闭的滚道内循环运动,
使丝杠和螺母相对产生轴向运动。 按加工方式来看,丝杠加工可以分为纯磨制工
艺、轧制工艺和旋风铣工艺,目前旋风铣工艺 渗透率正逐步提升。



剩余39页未读,继续阅读
资源评论













