华中世纪星教学型数控车床的对刀操作-1fa77b250722192e4536f6b6.doc
需积分: 0 69 浏览量
2023-04-06
22:23:25
上传
评论
收藏 1.67MB DOC 举报

数控车编程与操作——实训二:华中世纪星教学型数控车的对刀操作
- 1 -
实验(二) 华中世纪星教学型数控车床的对刀操作
一.实验目的
1)掌握游标卡尺、千分尺、深度游标卡尺、钢直尺等的测量与读数方法;
2)掌握数控车床手动试切法对刀的工作原理及基本步骤;
3)掌握用 G92 与 G54~G59 指令对刀操作的异同点;
4)对手动试切法对刀进行误差分析,并掌握其误差补偿方法。
二.实验设备和工具
1)毛坯:φ30mm 的棒料, 材料:LY12
2)常用工具:卡盘与刀架扳手、螺丝批、手锤、活动扳手等;
3)刀具与垫片:1 号刀为 90°外圆精车刀,2 号刀为 90°外圆粗车刀或 60°尖刀,3
号刀为切断刀、4 号刀为 60°三角螺纹刀;
4)测量工具:0.02mm 精度的游标卡尺、0.01mm 精度的千分尺、0.02mm 精度的深度游
标卡尺、150mm 长的钢直尺;
5)油壶、刷子及清洁棉纱。
三. 常用测量工具的测量与读数方法(演示说明)
介绍 0.02mm 精度的游标卡尺、0.01mm 精度的千分尺、0.02mm 精度的深度游标卡尺的
测量与读数方法。
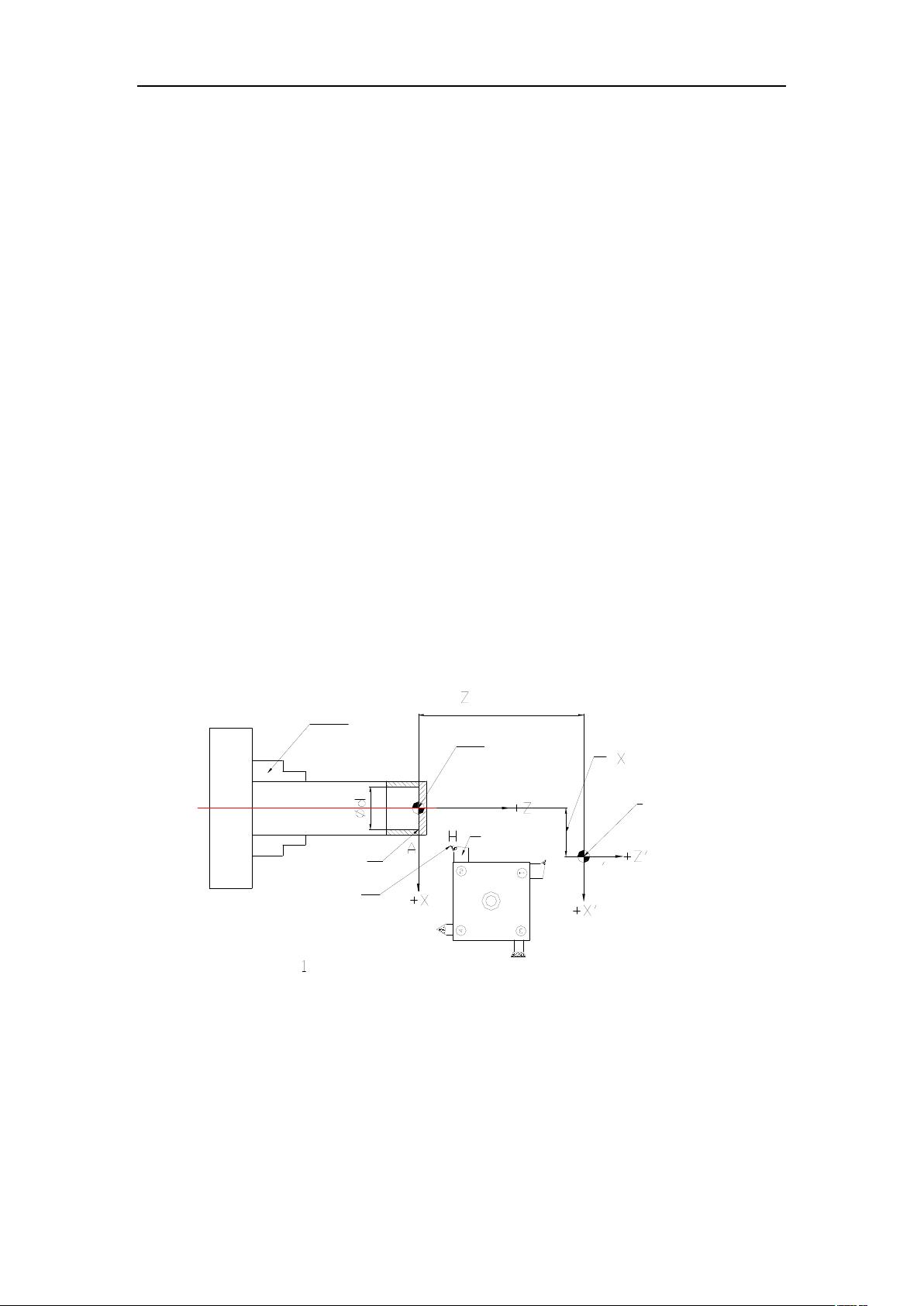
四.华中世纪星教学型数控车床手动试切法对刀的基本原理
方向零点偏置
(半径值)
卡爪
O
工
件
工件坐标系
的工件零点
方向零点偏置
O
刀架
程序起点
试切点
基准刀
机床坐标系
的机床原点
卡
盘
图 试切法加工示意图
在数控车削中,手动试切对刀法由于不需添置昂贵的对刀、检测等辅助设备,方法简单,
而且加工铝棒、尼龙棒等软材质工件,即使高速断续切削,刀尖也不容易崩落,因此被广泛
地应用于教学型数控车床。
数控机床的机床坐标系是唯一固定的,CRT 显示的是切削刀刀位点的机床坐标,但为计
算方便和简化编程,在编程时都需设定工件坐标系,它是以零件上的某一点为坐标原点建立
起来的 X-Z 直角坐标系统。因此,对刀的实质是确定随编程变化的工件坐标系工件零点的
机床坐标以及确定数控程序调用的刀具相对于基准刀的刀偏置数值。手动试切对刀的对刀模
式为“试切→测量→调整”,其原理示意图如上图 1 所示。

剩余10页未读,继续阅读
资源评论













