华中世纪星数控车床G71编程实例.doc
需积分: 31 85 浏览量
2022-10-19
23:33:06
上传
评论
收藏 428KB DOC 举报

华中世纪星数控车床 G71 编程实例
G71 内(外)径粗车复合循环
运用这种复合循环指令,只需指定精加工路线和粗加工的吃刀量,系统会自动计算粗加工路线和进给次
数。注意:
①G71 指令必须带有 P、Q 地址 ns、nf,且与精加工路径起、止顺序号对应,否则不能进行该循环加工。
②ns 的程序段必须有准备功能 01 组的 G00 或 G01 指令,否则产生报警,即从 A 到 A′的动作必须是直线
或点定位运动。
③在顺序号为 ns 到顺序号为 nf 的程序段中,可以包含子程序。
④在 MDI 方式下,不能运行复合循环指令。
1)无凹槽内(外)径粗车复合循环 G71
格式:G71 U(△d) R(r) P(ns) Q(nf) X(△x) Z(△z) F(f) S(s) T(t)
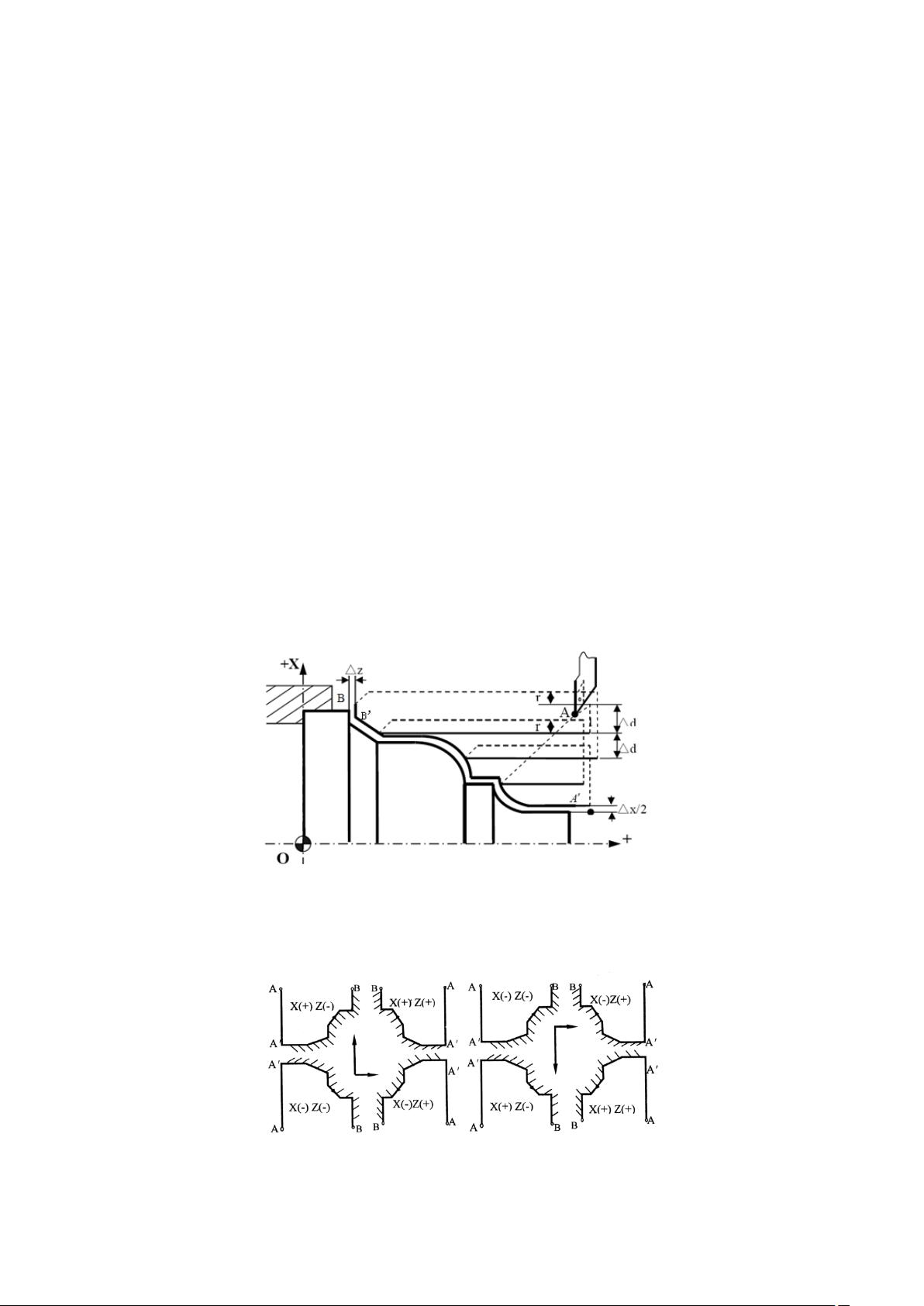
说明:该指令执行如图 1-22 所示的粗加工,并且刀具回到循环起点。精加工路径 A→A’→B'→B 的轨
迹按后面的指令循序执行.
△d:背吃刀量(每次切削量),指定时不加符号,方向由矢量 AA '决定;
r:每次退刀量;
ns:精加工路径第一程序段的顺序号;
nf:精加工路径最后程序段的顺序号;
△x:X 方向精加工余量;
△z:Z 方向精加工余量;
f,s,t:粗加工时 G71 中编程的 F、S、T 有效,而精加工时如果 G71 指令到 ns 程序段内设定了 F、S、
T,将在精加工段内有效,如果没有设定则按照粗加工的 F、S、T 执行。
图 1—22 无凹槽内外径粗车复合循环 G71
G71 切削循环下,切削进给方向平行于 Z 轴,X(△x)和 Z(△z)的符号如图 1—23 所示.其中(+)表
示沿轴正方向移动,(-)表示沿轴负方向移动。
图 1—23 G71 内外径粗车复合循环 X(△x)和 Z(△z)的符号
例 1:用外径粗加工复合循环编制如图 1—44 所示零件的加工程序:毛坯为 ф50×120,要求循环起始点
在 A(52,3),背吃刀量为 1。5mm(半径量),退刀量为 lmm,X 方向精加工余量为 0。6mm,Z 方向精加工余
量为 0。1mm。T01 为外圆粗车刀,T02 为切断刀(刀宽为 4mm),T03 为外圆精车刀。













评论0