冲压工艺及模具设计一.docx
版权申诉
140 浏览量
2023-02-02
18:19:04
上传
评论
收藏 561KB DOCX 举报


第一章 概述
内容简介:
本章讲述冲压冲压模具设计的基础知识。 涉及冲压和冲模概念、冲压工序和冲模分类;常
见冲压设备及工作原理、选用原则;冲压成形基本原理和规律;冲压成形性能及常见冲压材
料;模具材料种类;模具制造特点、模具零件加工方法及应用等 。
章节内容:
1.1 冲压的定义
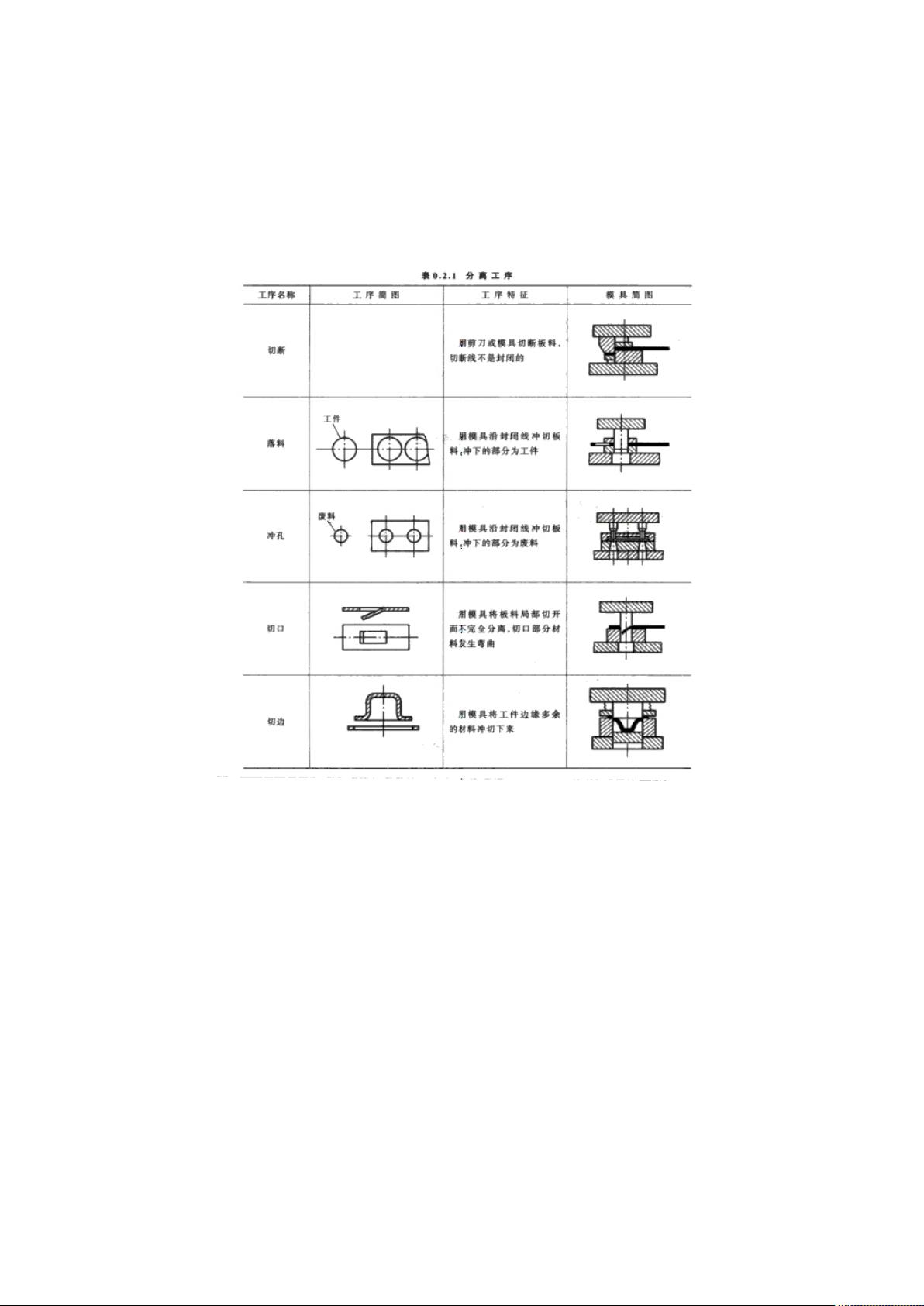
1.2 冲压工序分类
1.3 冲压工艺的特点及其应用
1.4 冲压变形的理论基础
1.5 冲压用板料
1.6 冲压设备简介
学习目的与要求:
1.掌握冲压和冲模概念、冲压工序和冲模分类;
2.认识常见冲压设备,掌握选用原则;
3.了解屈服准则、塑性变形时应力应变关系、体积不变条件、硬化规律、等冲压成形基本
规律;
4.了解冲压成形性能与机械性能关系;
5.认识模具制造特点,掌握模具零件加工方法。
重点内容:
冲压成形基本概念、冲压设备及选用、冲压成形基本规律及应用、冲压成形性能与机械性能
关系、常用模具零件加工方法及应用。
难点内容:
冲压成形基本规律、冲压成形性能与机械性能关系。


剩余29页未读,继续阅读
资源评论













