冲压工艺及模具设计三.docx
版权申诉
29 浏览量
2023-09-16
12:32:24
上传
评论
收藏 1.04MB DOCX 举报


第三章弯曲
内容简介:
弯曲是冲压基本工序。 本章在分析弯曲变形过程及弯曲件质量影响因素的基础上,介绍弯
曲工艺计算、工艺方案制定和弯曲模设计。涉及弯曲变形过程分析、弯曲半径及最小弯曲半
径影响因素、弯曲卸载后的回弹及影响因素、减少回弹的措施、坯料尺寸计算、工艺性分析
与工艺方案确定、弯曲模典型结构、弯曲模工作零件设计等。
章节内容:
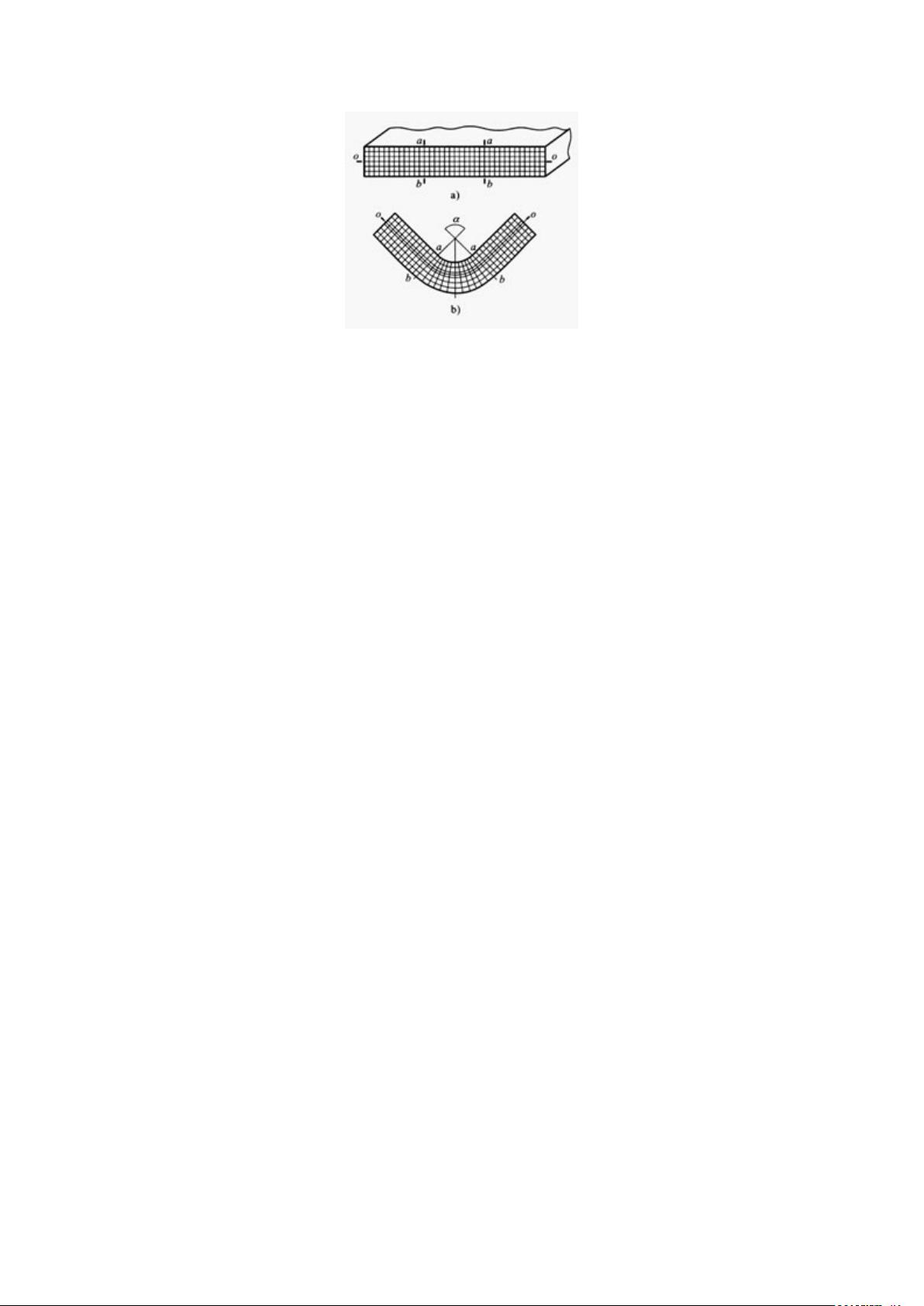
3.1 弯曲变形分析
3.2 弯曲力的计算
3.3 弯曲件坯料展开
3.4 弯曲的质量问题与分析
3.5 弯曲件的工艺性
3.6 弯曲模工作部分设计
学习目的与要求:
1.了解弯曲变形规律及弯曲件质量影响因素;
2.掌握弯曲工艺计算方法。
3.掌握弯曲工艺性分析与工艺设计方法;
4.认识弯曲模典型结构及特点,掌握弯曲模工作零件设计方法;
5.掌握弯曲工艺与弯曲模设计的方法和步骤。
重点内容:
1.弯曲变形规律及弯曲件质量影响因素;
2.弯曲工艺计算方法;
3.弯曲工艺性分析与工艺方案制定;
4.弯曲模典型结构与结构设计;
5.弯曲工艺与弯曲模设计的方法和步骤。
难点内容:
1.弯曲变形规律及弯曲件质量影响因素;
2.影响回弹的因素与减少回弹的措施 ;
3.弯曲工艺计算;
4.弯曲模典型结构与弯曲模工作零件设计。



剩余42页未读,继续阅读
资源评论


南抖北快东卫
- 粉丝: 70
- 资源: 5584

下载权益

C知道特权

VIP文章

课程特权
开通VIP











