数控火焰切割质量缺陷与原因分析.docx
版权申诉
13 浏览量
2023-09-16
12:28:39
上传
评论
收藏 180KB DOCX 举报

数控火焰切割质量缺陷与原因分析
在实际生产过程中,经常会产生这样或那样的质量问题,一般有如下几种缺陷:边缘缺陷,
切割断面缺陷,挂渣、裂纹等。而造成质量事故的原因很多,如果氧气纯度保证正常,设备
运行正常,那么造成火焰切割质量缺陷的原因主要表现在如下几个方面:割炬、割嘴、钢材
本身质量、钢板材质。
1.上边缘切割质量缺陷
这是由于熔化而造成的质量缺陷。
(1) 上边缘塌边
现象:边缘熔化过快,造成圆角塌边。
原因:
① 切割速度太慢,预热火焰太强;
② 割嘴与工件之间的高度太高或太低;使用的割嘴号太大,火焰中的氧气过剩。
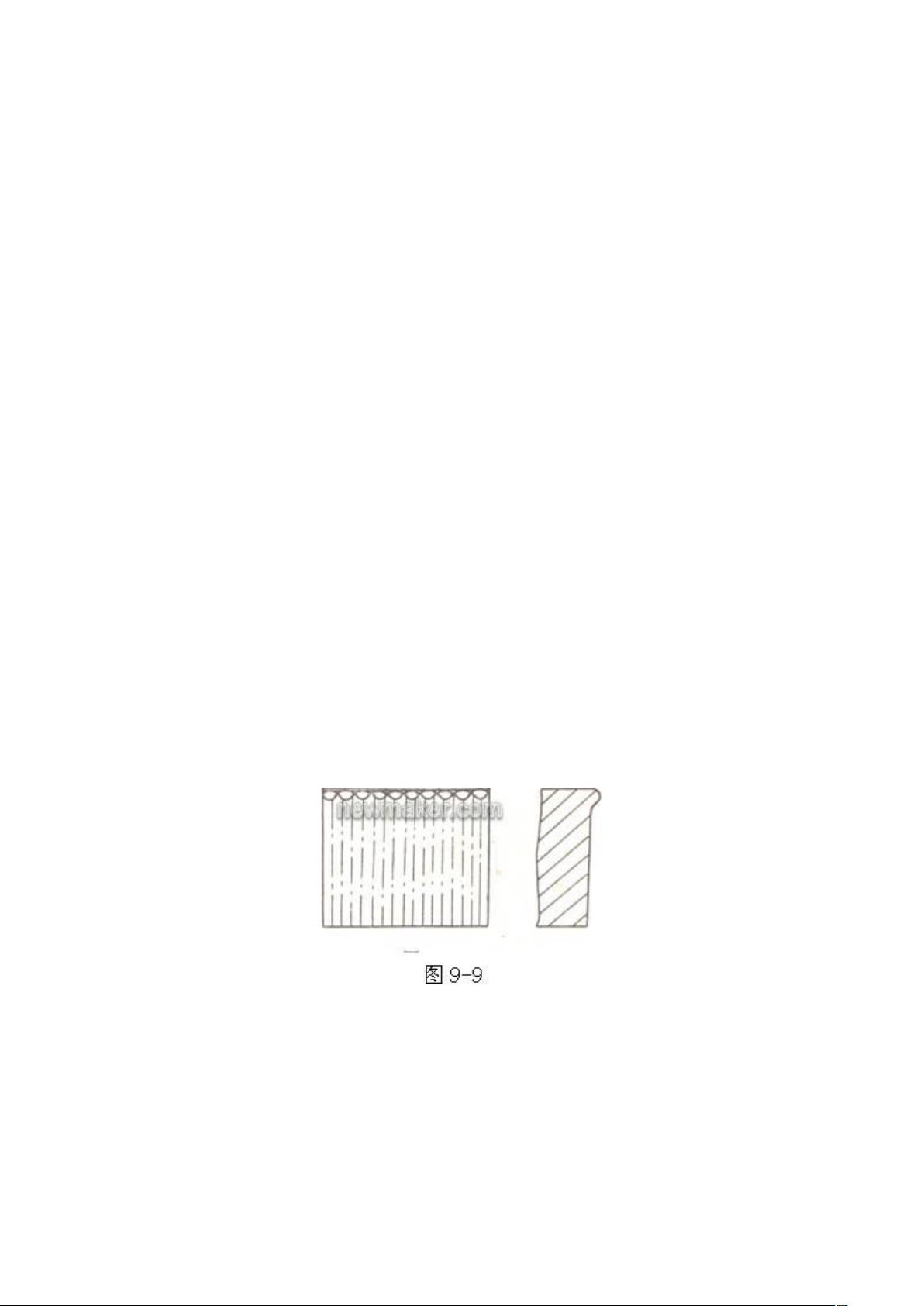
(2)水滴状熔豆串(见图 9-9)
现象:在切割的上边缘形成一串水滴状的熔豆。
原因:
① 钢板表面锈蚀或有氧化皮;
剩余12页未读,继续阅读
资源评论













