该塑料有良好的工艺性能,适宜注塑成型,成型前要干燥处理。
2.塑件的尺寸精度分析:该塑件有 3 个重要尺寸,分别为盒子的高度 H=45mm,
圆孔的直径
以及孔中心线到盒子顶部的距离 L=15mm。在模具设计和
制造的过程中要严格的保证这 3 个尺寸精度要求,未注公差要求的自由尺寸,采
用标准中的 8 级精度。
3.塑件的表面质量分析:
该塑件是一个圆柱型盒子,要求制件表面无明显斑点,条纹,凹痕,起泡,变
色等缺陷,以及有好的表面光泽度。
4. 塑件结构工艺性分析:
此塑件为壳类零件,最大尺寸 80mm 总体尺寸不大,塑件的成型性能良好。壳
体底部有圆角,壳体侧有一个圆孔,需要进行侧抽芯,抽芯距要大于壳体壁厚。
二.模具结构方案的确定
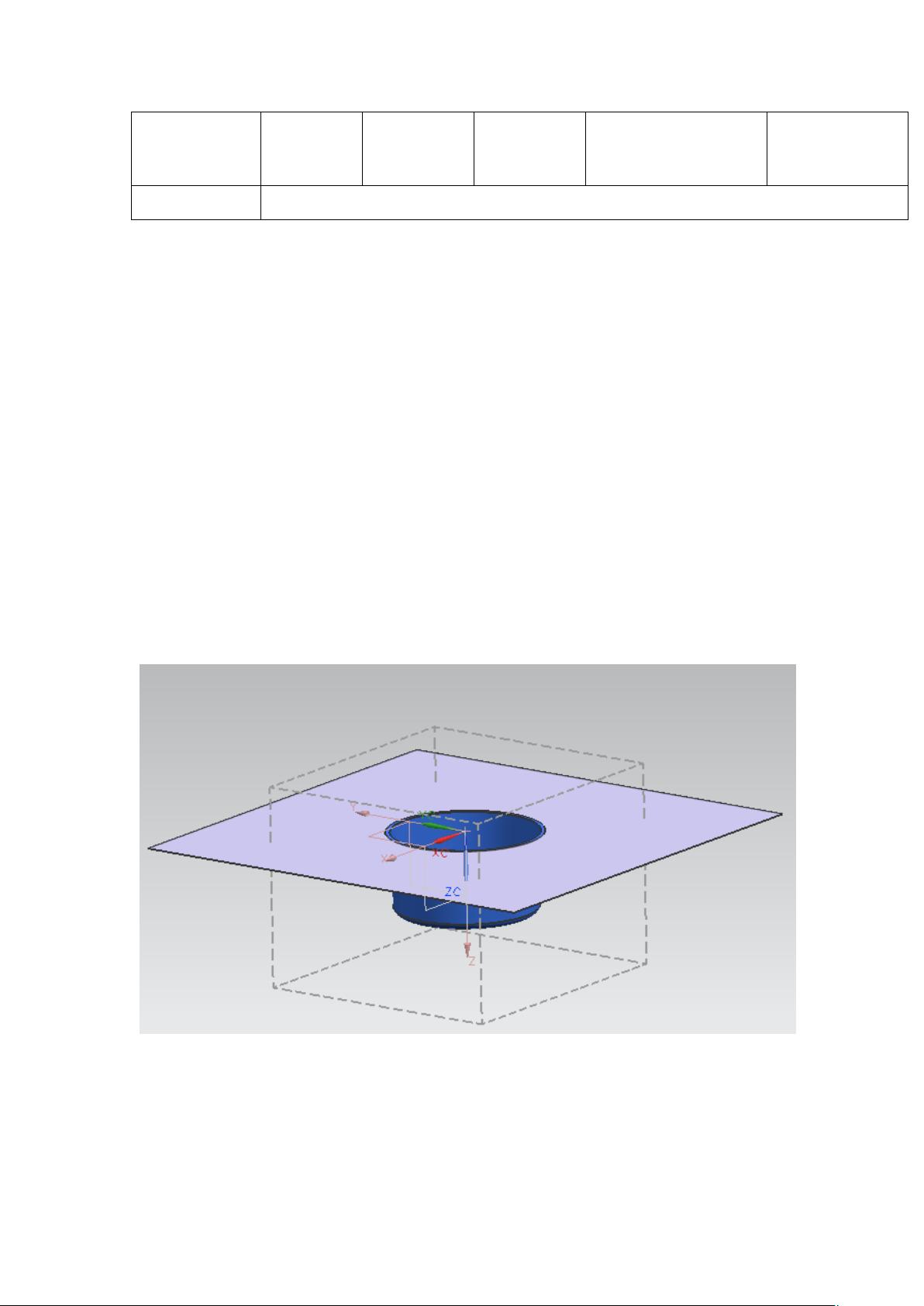
1.分型面的选择
分型面应该选择在截面的最大处,且尽量取在料流末端,利于排气,而
且保证塑件的表面质量,分型面如图所示:
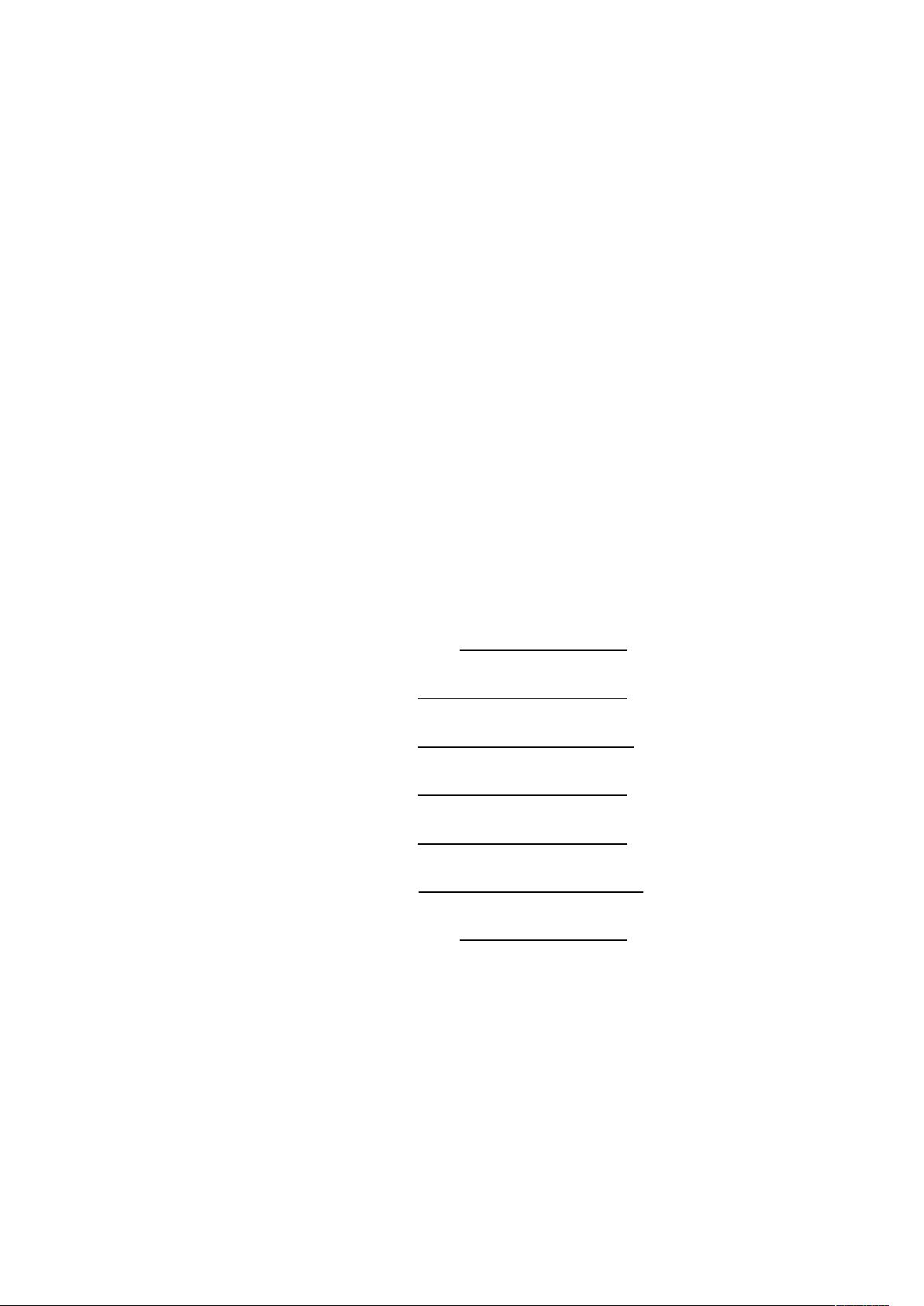
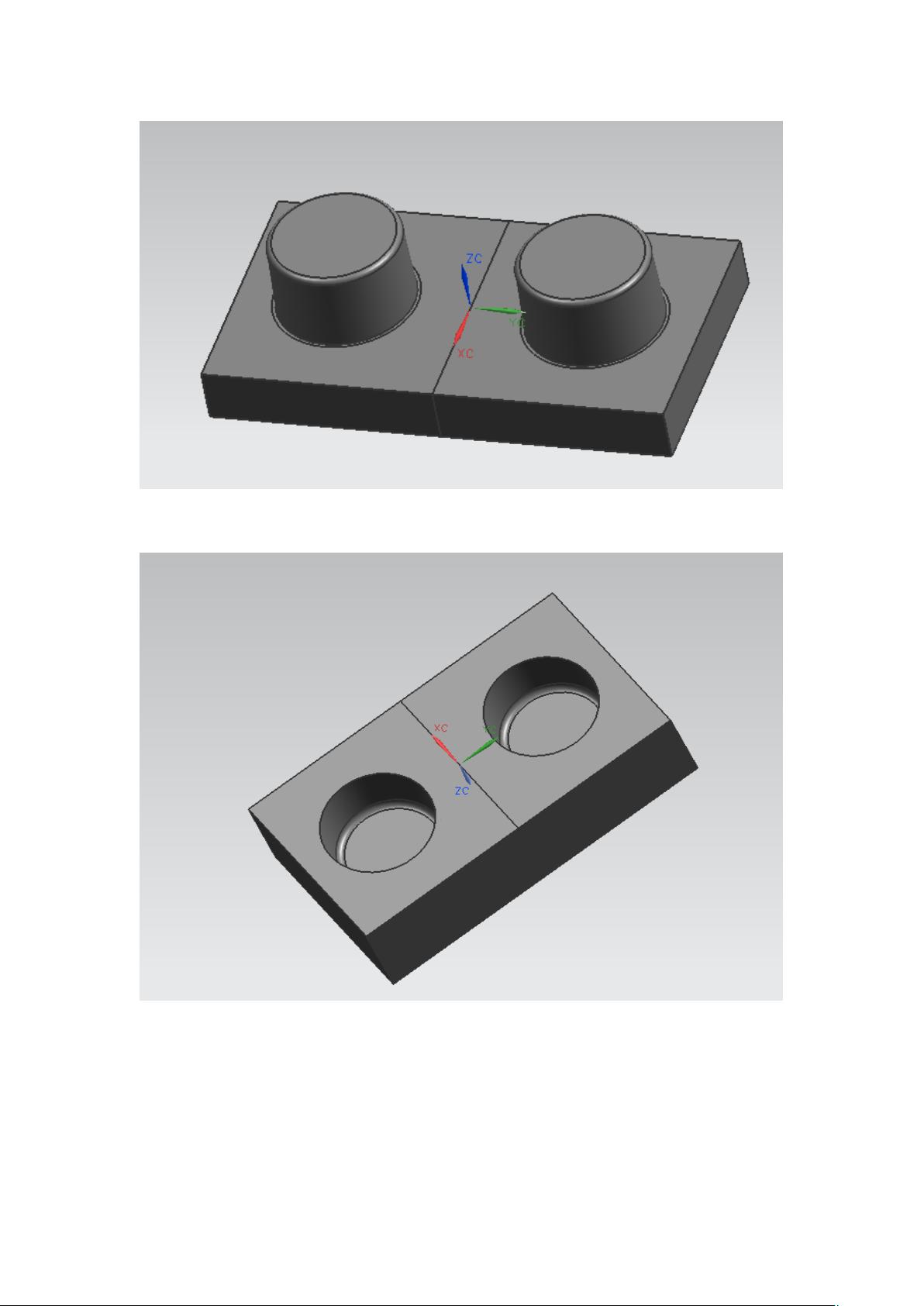
该塑件的尺寸相对适中,为了提高生产效率采用一模两腔,两模腔对称分布,
将两模的中心移到坐标的中心,有利于排气和模具的质量平衡,整个模坯有两个
侧孔,需要分别在两侧抽芯。
2.型芯与型腔的确定
先用实体将塑料的侧孔修补掉,按照开模的方向,通过分型面将模坯分为上下两
个,即产生了型芯与型腔。如图所示