数控加工工艺与编程试题集.docx
版权申诉
72 浏览量
2023-09-13
14:25:51
上传
评论
收藏 503KB DOCX 举报

数控加工工艺与编程试题(1)
一、判断题(第 1~20 题。将判断结果填入括号中。正确的填“√”,错误的填“×”。每题 1.0 分。满分 20 分)
1. 精车削应选用刀尖半径较大的车刀。
( )
2. 车刀的后角愈大,愈适合车削较软的材料。
( )
3. 编制加工程序应注意工件的形状、夹持状况、加工刀具及精度要求等。 ( )
4. 机械回零操作时,必须原点指示灯亮才算完成。
( )
5. 软件插补的优点是速度快、精度高。
( )
6.判断刀具磨损,可借助观察加工表面之粗糙度及切削的形状、颜色而定。 ( )
7. 米制尺寸前附有“Ø”符号表示直径。
( )
8.在数控车床上钻削中心孔时,若钻头静点偏离中心,即无法钻削。 ( )
9. 外圆车刀装得低于工件中心时,车刀的工作前角减小,工作后角增大。 ( )
10.加工有偏心圆的工件时,应保证偏心圆的中心与机床主轴的回转中心重合。 ( )
11.能进行轮廓控制的数控机床,一般也能进行点位控制和直线控制。 ( )
12.工件在夹具中定位的任务是使同一工序中的一批工件都能在夹具中占据正确的位置。( )
13.当按下电源“ON”时,可同时按"CRT"面板上之任何键。 ( )
14.原点复归是指回到工作原点(X0、Z0)。
( )
15. 手动资料输入(MDI)时,模式选择钮应置于自动(AUTO)位置上。 ( )
16.“G00”指令为刀具依机器设定之最高位移速度前进至所指定之位置, ( )
17.液压传动中,动力元件是液压缸,执行元件是液压泵,控制元件是油箱。 ( )
18.恒线速控制的原理是当工件的直径越大,工件转速越慢。 ( )
19.经济型数控机床一般采用半闭环系统。
( )
20.内孔车刀的刀柄,只要能适用,宜选用柄径较粗的。
( )
二、选择题(第 21~60 题。选择正确的答案,将相应的字母填入题内的括号中。每题 1.0 分。满分 40 分):
21.选择切断车刀刃口宽度,是依被车削工件的( )而定。
(A)外径; (B)切断深度; (C)材质; (D)形状。
22.大量粗车削外园车刀之主偏角一般宜选用:( )。
(A)0°; (B)20°; (C)30°; (4)45° 。
23.“K”类碳化物硬质合金刀具主要用于车削:( )。
(A)软钢; (B)合金钢;(C)碳钢; (D)铸铁。
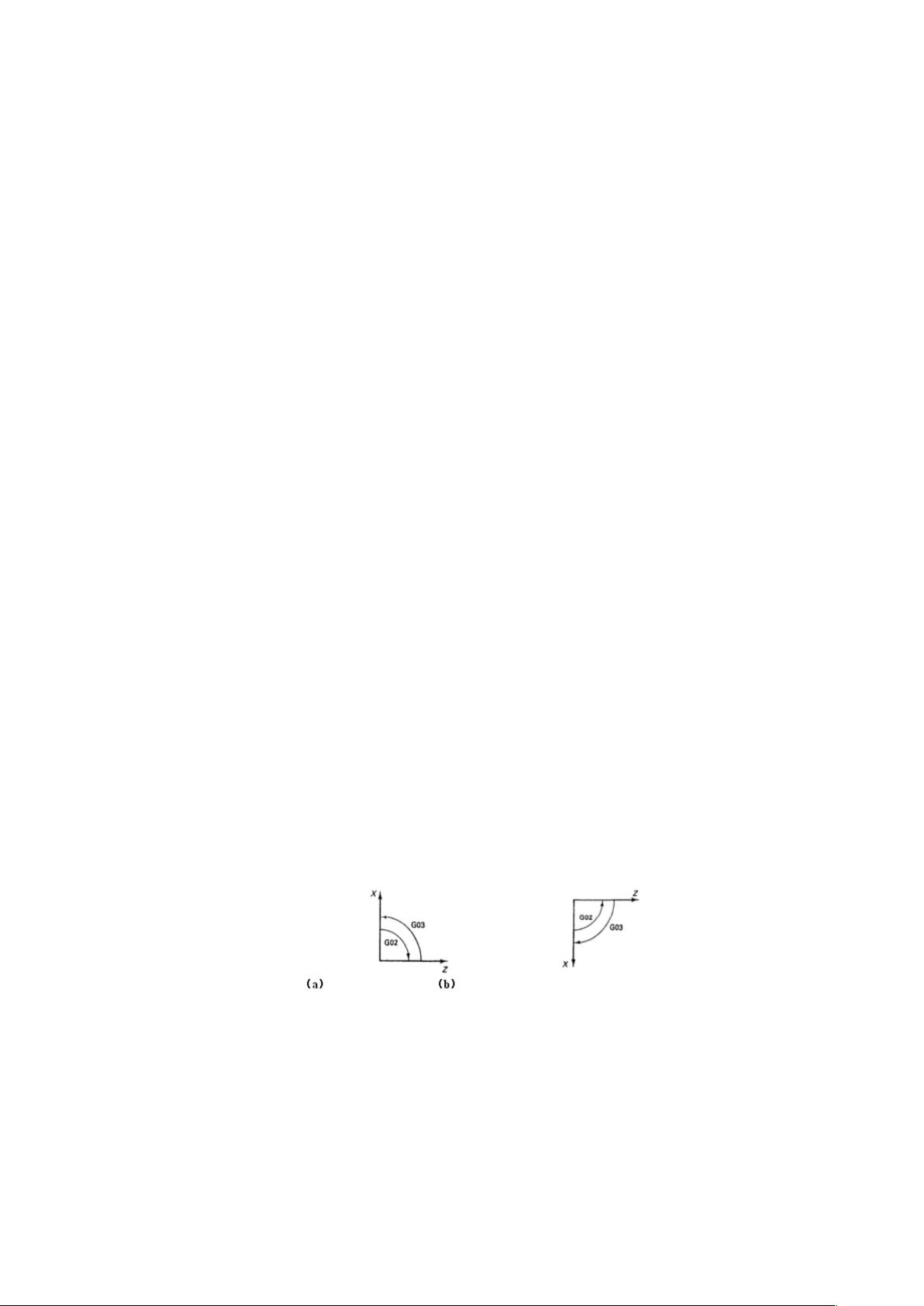
24.判断数控车床(只有
X
、
Z
轴)圆弧插补的顺逆时,观察者沿圆弧所在平面的垂直坐标轴(
Y
轴)的负方向看去,顺时
针方向为 G02, 逆时针方向为 G03。通常,圆弧的顺逆方向判别与车床刀架位置有关,如图 1 所示,正确的说法如下
( )。
(A)图 1a 表示刀架在机床前面时的情况;(B)图 1b 表示刀架在机床后面时的情况;(C)图 1b 表示刀架在机床前面时的
情况;(D)以上说法均不正确。
图 1 圆弧的顺逆方向与刀架位
置的关系
25. G50X200.0Z100.0 指令表示: ( )
(A) 机床回零; (B) 原点检查; (C) 刀具定位; (D) 工件坐标系设定。
26.若未考虑车刀刀尖半径的补偿值,会影响车削工件的( )精度。
(A) 外径; (B) 内径; (C) 长度; (D) 锥度及圆弧。
27.程序校验与首件试切的作用是( )。
(A)检查机床是否正常; (B)提高加工质量;(C)检验程序是否正确及零件的加工精度是否满
足图纸要求;(D)检验参数是否正确。
28.在直径 400mm 的工件上车削沟槽,若切削速度设定为 100m/min,则主轴转数宜选:( )r/min。
(A)69; (B)79; (C)100; (D)200。

剩余80页未读,继续阅读
资源评论













