### 第四章FANUC系统数控铣床与加工中心编程
#### 第一节 常用功能指令
在本章节中,我们将深入了解FANUC系统数控铣床与加工中心编程的相关知识点,包括常用的功能指令及其具体应用。
### 一、FANUC系统数控铣床/铣削中心的功能
FANUC系统广泛应用于数控机床领域,尤其是对于数控铣床和加工中心来说,提供了丰富的编程功能,使得操作更加灵活和高效。以下是一些关键功能:
1. **绝对值/增量值编程**:
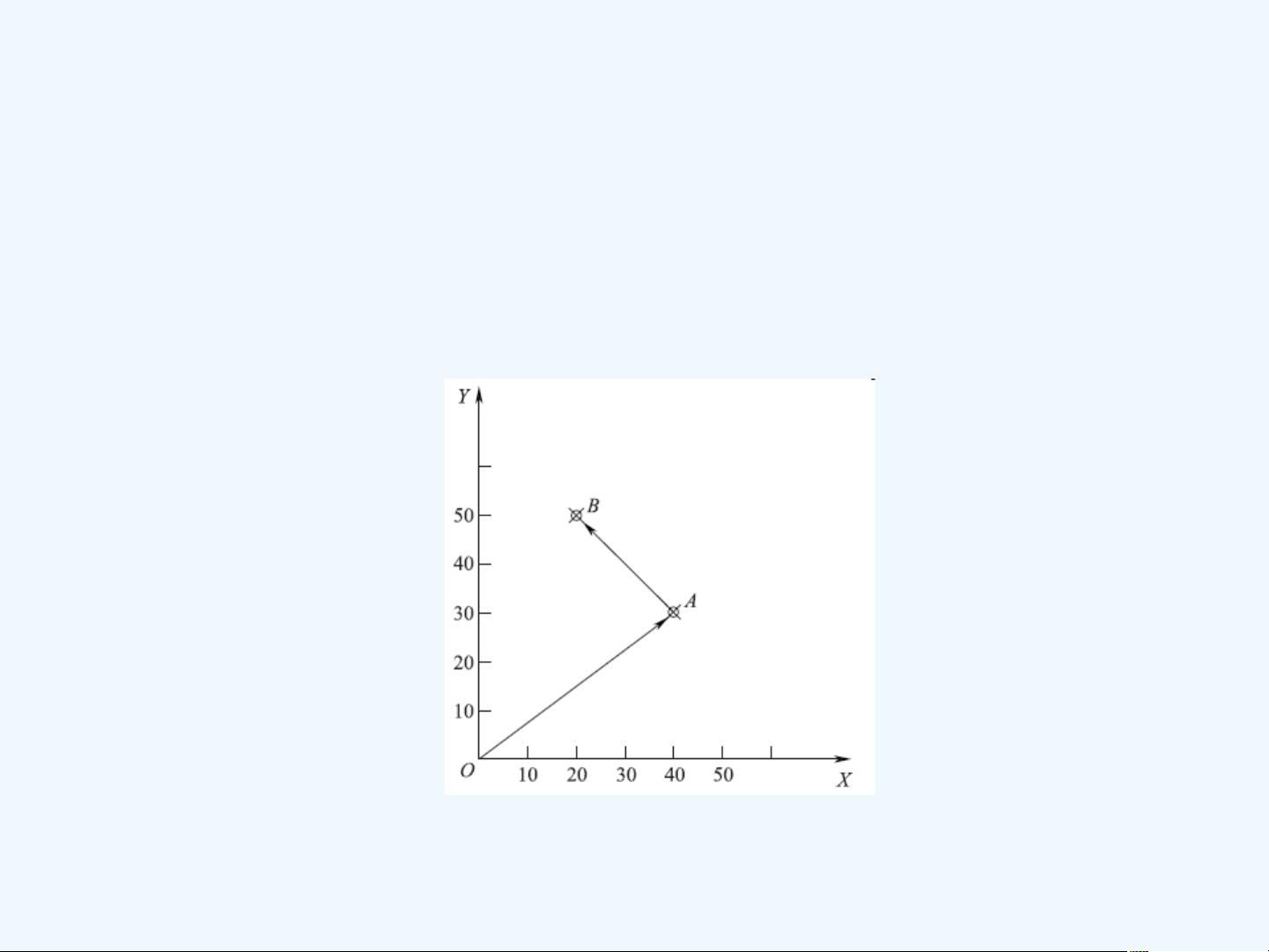
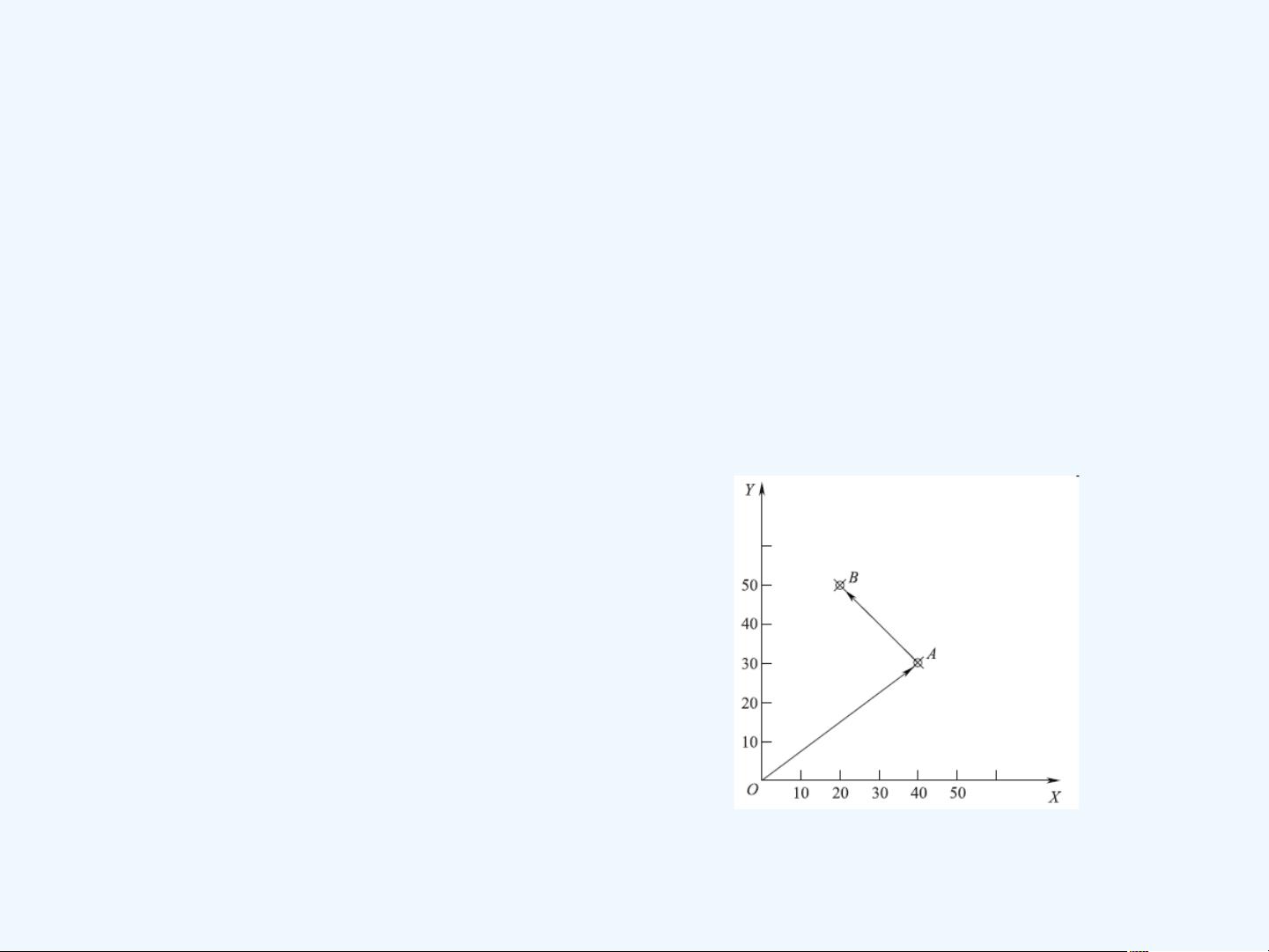
- **绝对值编程**(`G90`):这是一种编程方式,其中所有坐标都是相对于工件坐标系的原点定义的。例如,`G90 G01 X40.0 Y30.0 F80` 表示刀具从当前位置移动到X=40.0,Y=30.0的位置,并以每分钟80mm的速度进行直线插补。
- **增量值编程**(`G91`):在这种编程方式下,坐标值是相对于上一个位置定义的增量。例如,`G91 G01 X40.0 Y30.0 F80` 表示从当前位置开始,向X方向移动40.0mm,向Y方向移动30.0mm。
2. **快速点定位**(`G00`):
- `G00`用于快速将刀具定位到指定坐标点,但不会进行加工。格式为`G00 X_Y_Z_`,其中X、Y、Z代表目标位置的坐标。需要注意的是,G00指令的速度是由机床参数预先设置的,不能通过F地址来改变。
3. **直线插补**(`G01`):
- `G01`指令使刀具以指定的速度沿着直线路径移动到指定的目标位置。格式为`G01 X_Y_Z_F_`,其中X、Y、Z代表目标位置坐标,F代表进给速度。例如,`G01 X20.0 Y50.0 F80` 指令表示刀具以每分钟80mm的速度从当前位置直线移动到X=20.0,Y=50.0的位置。
4. **圆弧插补**(`G02`、`G03`):
- 圆弧插补可以采用两种方式编写程序:圆心法和半径法。圆心法通过指定圆心位置和终点位置来实现圆弧加工,而半径法则通过指定圆弧半径和终点位置来完成。
- **圆心编程**:格式为`G17 G02/G03 X_Y_I_J_` 或 `G18 G02/G03 X_Z_I_K_` 或 `G19 G02/G03 Y_Z_J_K_`,其中I、J、K代表圆心相对于起点的坐标。
- **半径编程**:格式为`G02/G03 X_Y_R_`,其中R为圆弧半径。需要注意的是,当圆弧所含的角度大于180度时,R取负值;小于或等于180度时,R取正值。
- **整圆编程**:当需要加工整圆时,可以只使用圆心坐标(I、J、K),而无需指定半径值。
5. **任意角度倒棱角C/倒圆弧R**:
- 在直线插补(`G01`)或圆弧插补(`G02`、`G03`)指令后附加`C`或`R`可以实现倒棱或倒圆。例如,`G01 X20.0 Y30.0 C5.0` 表示在直线插补的同时,在终点处自动进行倒棱处理,倒棱距离为5.0mm。
### 二、简单指令介绍
#### 1. 绝对值/增量值编程
- **绝对值编程**:使用G90指令,以工件坐标原点为基准,指示刀具的终点坐标。例如,`G90 G01 X40.0 Y30.0 F80` 表示从当前点移动到X=40.0,Y=30.0的位置。
- **增量值编程**:使用G91指令,以刀具起点为基准,指示刀具终点坐标相对于起点的增量。例如,`G91 G01 X-20.0 Y20.0` 表示从当前点向X方向移动-20.0mm,向Y方向移动20.0mm。
#### 2. 快速点定位(`G00`)
- 格式:`G00 X_Y_Z_`
- 功能:快速定位至指定坐标,不进行加工。
#### 3. 直线插补(`G01`)
- 格式:`G01 X_Y_Z_F_`
- 功能:以指定速度沿直线路径移动至指定坐标。
#### 4. 圆弧插补(`G02`、`G03`)
- **圆心编程**:
- 格式:`G17 G02/G03 X_Y_I_J_`
- 示例:`G17 G02 X20.0 Y30.0 I5.0 J10.0 F80`
- **半径编程**:
- 格式:`G17 G02/G03 X_Y_R_`
- 示例:`G17 G02 X20.0 Y30.0 R5.0 F80`
#### 5. 任意角度倒棱角C/倒圆弧R
- **倒棱**:在直线插补指令后添加`C`,例如`G01 X20.0 Y30.0 C5.0`。
- **倒圆**:在直线插补指令后添加`R`,例如`G01 X20.0 Y30.0 R5.0`。
以上是对FANUC系统数控铣床与加工中心编程中的常用功能指令的详细介绍。通过这些指令的应用,可以实现各种复杂的零件加工任务。在实际操作过程中,还需要根据具体的加工需求选择合适的指令组合,以达到最佳的加工效果。