CA640杠杆设计说明书.doc
需积分: 9 151 浏览量
2021-05-03
20:03:14
上传
评论
收藏 1.66MB DOC 举报


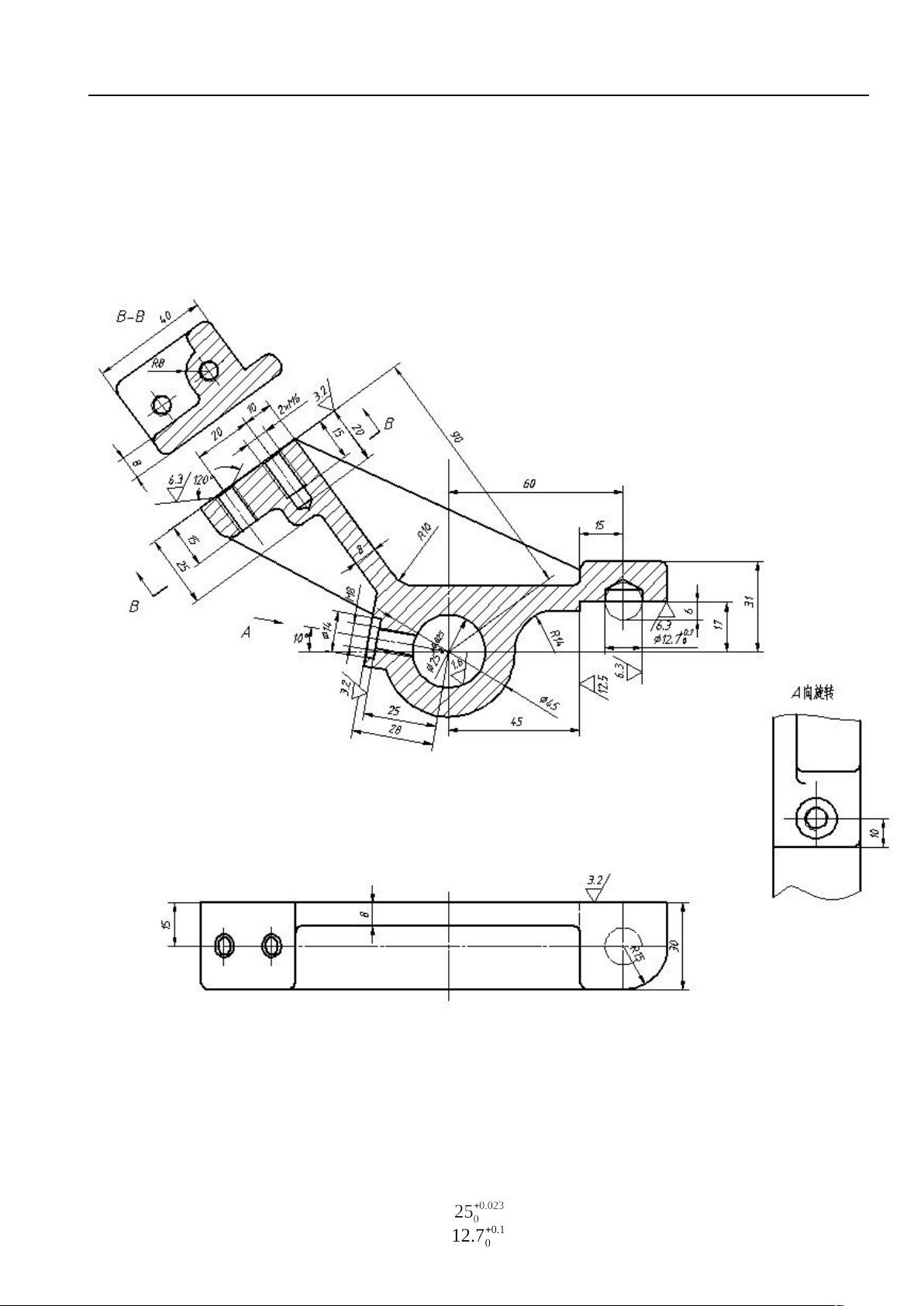
杠杆加工工艺规程设计 1
目录
1 序言......................................................................2
2 杠杆加工工艺规程设计....................................................3
2.1 零件的分析......................................................................4
2.1.1 零件的作用......................................................................4
2.1.2 零件的工艺分析...............................................................4
2.2 杠杆加工的主要问题和工艺过程设计所应采取的相应措施........5
2.2.1 确定毛坯的制造形式.........................................................5
2.2.2 基面的选择......................................................................5
2.2.3 确定工艺路线...................................................................5
2.2.4 机械加工余量、工序尺寸及毛坯尺寸的确定..........................6
2.2.5 确定切削用量...................................................................7
2.2.6 确定基本工时.................................................................17
2.3 小结.............................................................................21
3 专用夹具设计...........................................................22
3.1 加工工艺孔 Φ25 夹具设计...............................................22
3.1.1 定位基准的选择.............................................................22
3.1.2 切削力的计算与夹紧力分析..............................................22
3.1.3 夹紧元件及动力装置确定.................................................23
3.1.4 钻套、衬套、钻模板及夹具体设计.....................................23
3.1.5 夹具精度分析.................................................................26
3.1.6 夹具设计及操作的简要说明..............................................26

剩余29页未读,继续阅读
资源评论













