等臂杠杆夹具设计课程设计.doc
版权申诉
156 浏览量
2023-11-19
11:13:46
上传
评论
收藏 768KB DOC 举报


0
目录
引言
第 1 章 等臂杠杆加工工艺规程设设计 ..........................................................1
1.1 零件分析 ...............................................................................................................1
1.1.1 零件的作用 .................................................................................................................1
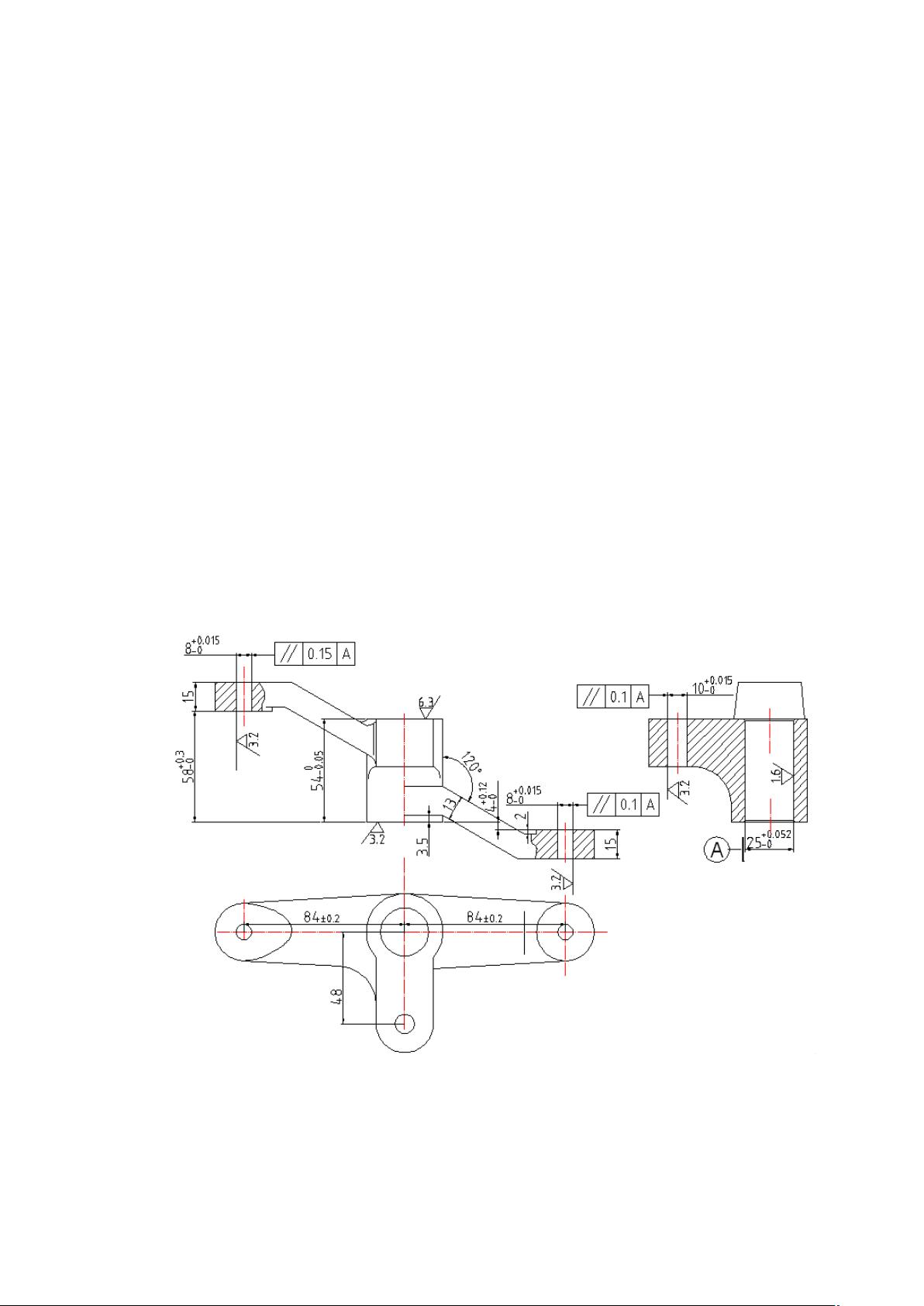
1.1.2 等臂杠杆的主要加工表面及技术要求...............................................................1
1.2 工艺规程的设计 ..............................................................................................................1
1.2.1 确定毛坯的制造形式................................................................................................1
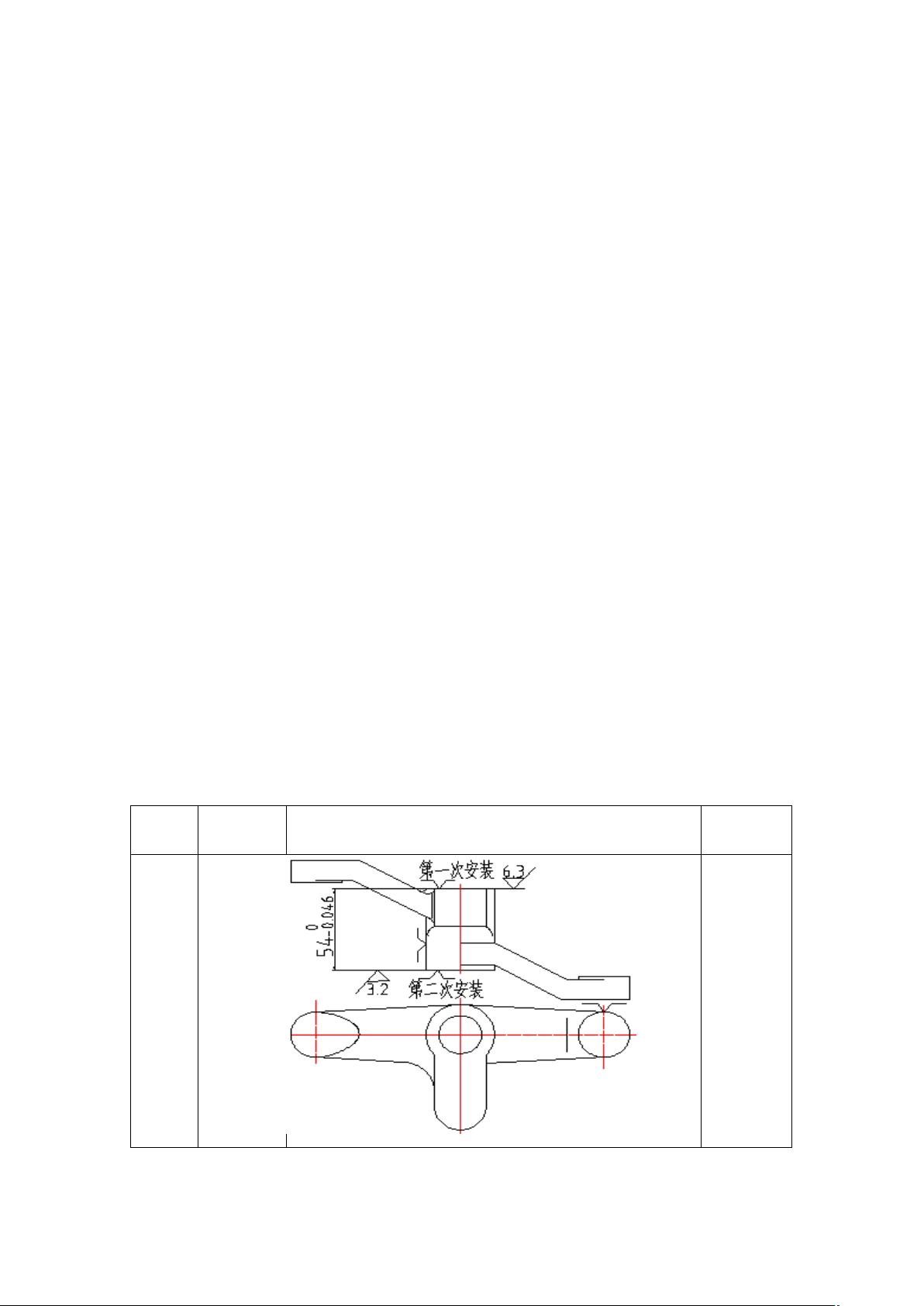
1.2.2 等臂杠杆机械加工定位基准的选择 ..................................................................2
1.2.3 等臂杠杆的机械加工工艺过程.............................................................................2
第 2 章 等臂杠杆加工 孔夹具设计 .......................................4
2.1 加工 孔夹具设计 ..............................................................................4
2.1.2 定位误差分析 ..........................................................................................................4
2.1.3 切削参数和机动时间的计算与夹紧力分析......................................................5
2.2 钻套、衬套、钻模板及夹具体设计 ...........................................................................9
2.2.1 钻套、衬套设计.........................................................................................................9
2.2.2 钻模板及夹具体设计..............................................................................................12
2.3 夹具精度分析...................................................................................................................12
2.4 本章小结............................................................................................................................14
结论...............................................................................................................................................15
参考文献 ....................................................................................................................................16
附件 I 机械加工工艺过程卡 .....................................................................................17
附件 II 机械加工工序卡片 ..........................................................................................18
25 10mm mm
f f
、
25 10mm mm
f f
、

剩余19页未读,继续阅读
资源评论


文档优选
- 粉丝: 88
- 资源: 1万+









最新资源
- 筷手引流工具.apk
- 论文(最终)_20240430235101.pdf
- 基于python编写的Keras深度学习框架开发,利用卷积神经网络CNN,快速识别图片并进行分类
- 最全空间计量实证方法(空间杜宾模型和检验以及结果解释文档).txt
- 5uonly.apk
- 蓝桥杯Python组的历年真题
- 2023-04-06-项目笔记 - 第一百十九阶段 - 4.4.2.117全局变量的作用域-117 -2024.04.30
- 2023-04-06-项目笔记 - 第一百十九阶段 - 4.4.2.117全局变量的作用域-117 -2024.04.30
- 前端开发技术实验报告:内含4四实验&实验报告
- Highlight Plus v20.0.1
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


