
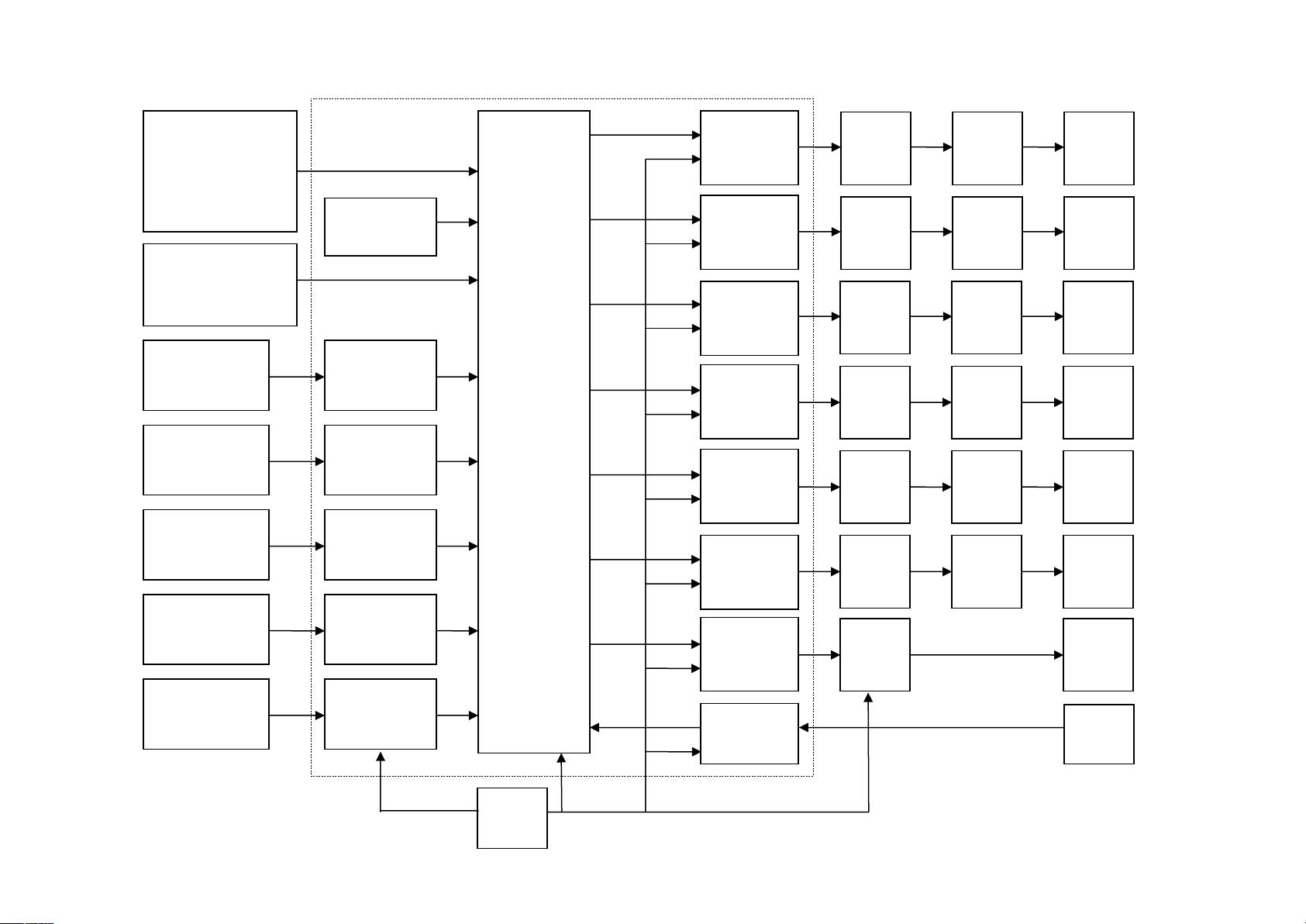
4.1 机器手运动控制模块设计
人机交互模块
(如:启动、停止、
单步动作按钮、触
摸屏、计算机等)
AT89C51
单片机系
统
继电器控
制电路 1
大臂摆动
控制继电
器
大臂上下
运动控制
继电器
电源
模块
大臂前后
运动控制
继电器
小臂上下
运动控制
继电器
小臂前后
运动控制
继电器
手指加紧
/ 松开控
制继电器
继电器控
制电路 2
继电器控
制电路 3
继电器控
制电路 4
继电器控
制电路 5
继电器控
制电路 6
转台电机
驱动器
转台电机
编码盘
转台电机驱动
器控制电路
数据采集
电路
大臂摆动
电磁阀
大臂上下
电磁阀
大臂前后
电磁阀
小臂上下
电磁阀
小臂前后
电磁阀
手指加紧
/ 松开电
磁阀
大臂摆动
转气缸
大臂上下
气缸
大臂前后
气缸
小臂上下
气缸
小臂前后
气缸
手指加紧
/ 松开气
缸
转台电机
显示模块(数码
管、LED 指示灯、
液晶屏)
大臂摆动限位
开关( 2 个)
动限位开关
驱动电路
1/2
动限位开关
驱动电路
3/4
动限位开关
驱动电路
5/6
动限位开关
驱动电路
7/8
动限位开关驱
动电路 9/10
大臂摆动限位
开关( 2 个)
大臂上下限位
开关( 2 个)
小臂上下限位
开关( 2 个)
小臂前后限位
开关( 2 个)
存储器系统
资源评论


Jerry_oo
- 粉丝: 0
- 资源: 1









最新资源
- 手检测16-YOLO(v5至v9)、COCO、CreateML、Darknet、Paligemma、VOC数据集合集.rar
- 利用多轮反馈机制提升大型语言模型在开放世界环境中的探索能力与任务完成度
- 大规模语言模型在社会科学中的应用:自动化假设生成与验证系统
- 交通信号灯数据集,可识别红绿黄三种颜色并使用coco格式标记.zip
- share_6c773ee2e6abf44995111d91677835171733220471775.mp4
- Video_2024-12-03_183654.wmv
- 手机检测18-YOLO(v5至v9)、COCO、CreateML、Darknet、Paligemma、TFRecord、VOC数据集合集.rar
- asp.net core过滤器应用
- 增强大型语言模型代理的学习与决策能力:行动空间拓展框架的研究
- 大型语言模型自进化机制的全面综述与应用
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


