检具定位销与检测销技术规范标准.doc
版权申诉
194 浏览量
2021-10-11
22:38:08
上传
评论
收藏 842KB DOC 举报


检具定位销与检测销技术规
一、 目的:
规定位销与检测销的设计与制作安装,提高检具品质与设计效率
二、 适用围:
嘉和模塑检具部
三、 定位销
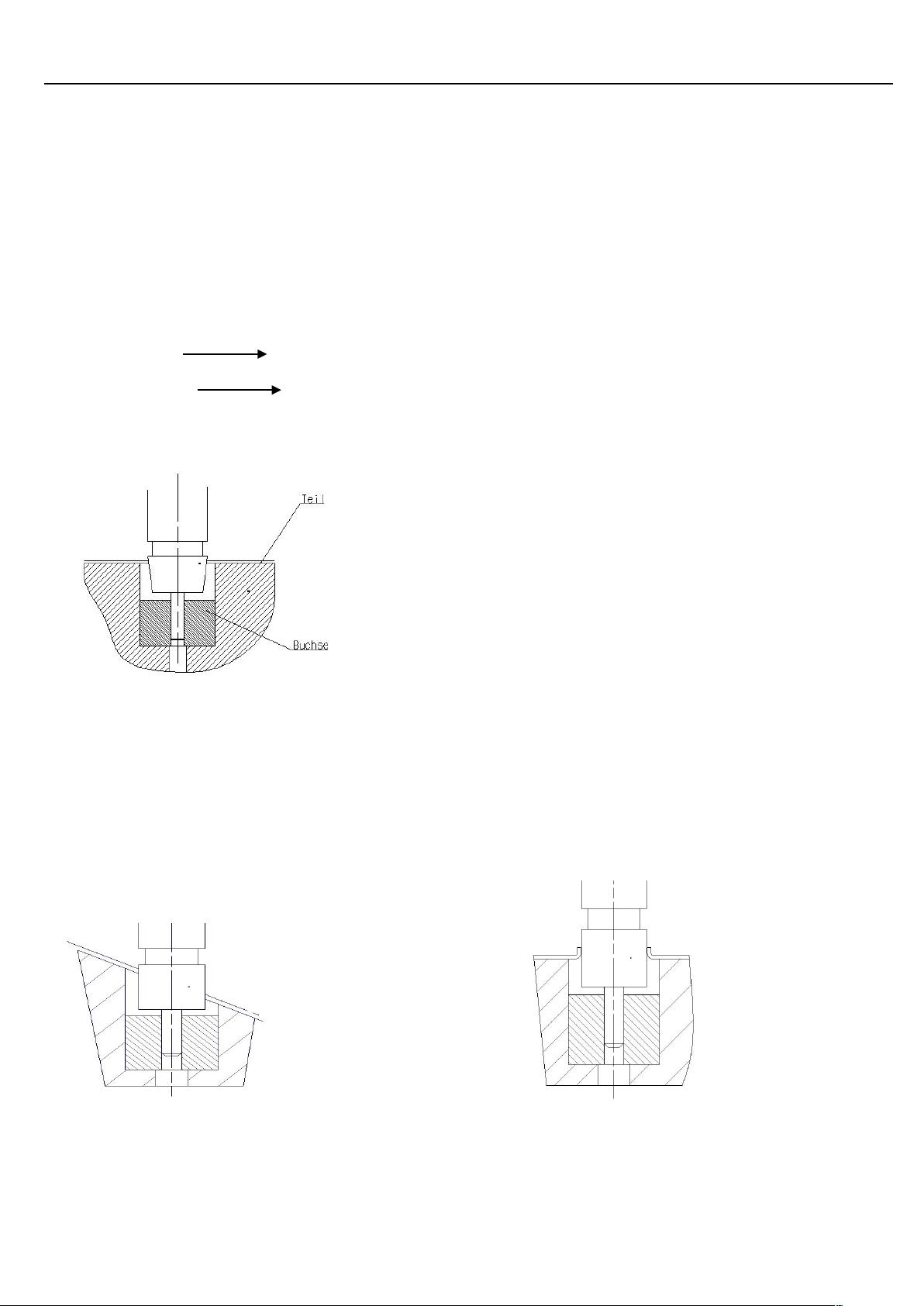
-在零件夹紧和开始检测之前, 首先须将零件定位, 定位销用于将零件准确地定位于检具上。
-定位销的位置根据零件图纸 RPS 系统确定 (通常每个零件设置两个定位孔)。
-定位销由导向、定位与手柄三局部组成,保证销子导向局部能够在定位孔进出自由。
-定位销的标注:在手柄凹槽标注销子牌号以与对应的 RPS 点名称。
-根据零件 RPS 特性,定位销相应设置成锥型销( A1k,A2k)或柱型销(A1z,A2z)。
-在定位孔,为保证定位销定位准确,必须安装导向轴套,导向轴套和检具型体黏结。
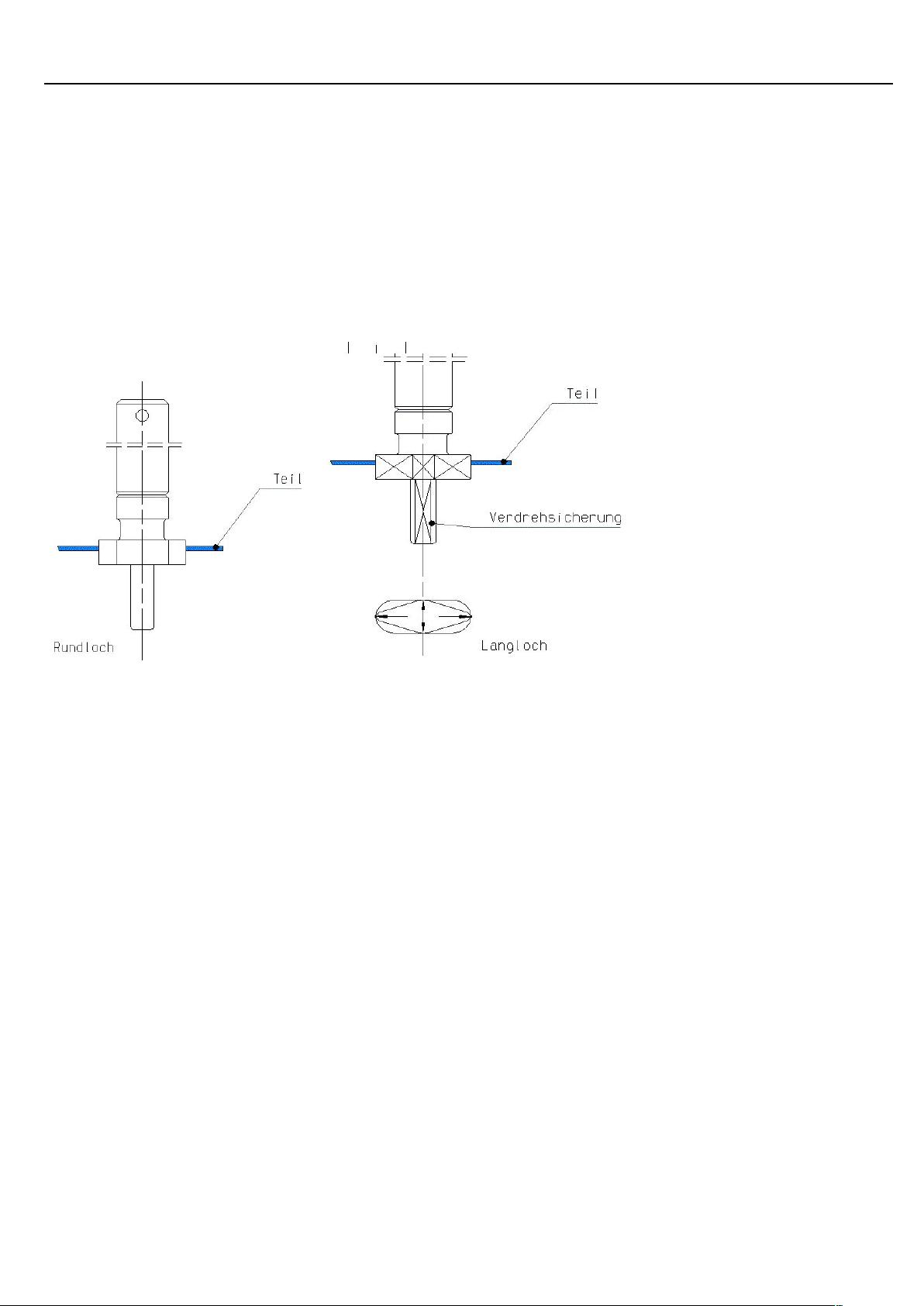
-定位销和相应导向轴套的结构根据孔的形状的不同要求, 分防转结构和不防转结构。
-每个定位销配置 Ф2mm 钢丝绳,并将其固定于检具型体的适当部位。
-销的安置:定位销和检测销用后应安放于检具本体上的相应弹簧夹里夹住。
-在检具总装图纸中,必须对定位销,定位孔有清晰的表述。
四、 检测销
-检测销用于对待测孔的尺寸和位置度进展检测。
-检测销由导向、检测与手柄三局部组成。
-在检测孔,为保证检测销顺利进展检测,必须安装导向轴套,导向轴套和检具型体黏结而连接。
-为保证检测销定位准确,必须安装导向轴套,导向轴套和检具型体黏结。
-检测销和相应导向轴套的结构根据待检测孔形状的不同, 分为止转结构和不止转结构。
-如果在零件上同时存在许多(>2 个)一样直径和一样位置公差要求的待检测孔,而这些孔须用检测销
检测,那么通常设置一个检测销。该原那么同样适用于双胞胎检具。
-如果零件通过模具在同一工序加工出一组一样技术要求的孔, 那么如果用检测销检测, 通常只对间
距最大的两个孔检测,其他不作检测。
-为了保证检测孔在三坐标测量机测量时, 测头能够进入, 必须在孔位下设置自由面, 原那么:
自由面直径 :冲压件孔径+7mm,深度: 从冲压件下外表起 8mm.
-每个检测销配置 Ф2mm 钢丝绳,并将其固定于检具型体的适当部位。
-如果检具多于 3 个检测销,那么在检具的适当位置必须用数字标注, 以示区别.
1 / 14
剩余13页未读,继续阅读
资源评论


huayuya123
- 粉丝: 26
- 资源: 31万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











