
- -
气体火焰切割工艺及参数
影响气割过程的主要参数
影响气体火焰切割过程〔包括切割速度和质量〕的主要工艺因素有:
① 切割氧的纯度;
② 切割氧的流量、压力及氧流形状;
③ 切割氧流的流速、动量和攻角;
④ 预热火焰的功率;
⑤ 被切割金属的成分、性能、外表状态及初始温度;
⑥ 其他工艺因素。
其中切割氧流起着主导作用。切割氧流既要使金属燃烧,又要把燃烧生成的氧化物从切口
中吹掉。因此,切割氧的纯度、流量、流速和氧流形状对气割质量和切割速度有重要的影
响。
⑴ 切割氧的纯度
氧气的纯度是影响气割过程和质量的重要因素。氧气纯度差,不但切割速度大为降低、切
割面粗糙、切口下缘沾渣,而且氧气消耗量的增加。氧气纯度从 99.5%降到 98%,即下
降 1.5%,切割速度下降 25%,而耗氧量增加 50%。一般认为,氧气纯度低于 95%,就
不能气割,要获得无粘渣的气割切口,氧气纯度需到达 99.6%。
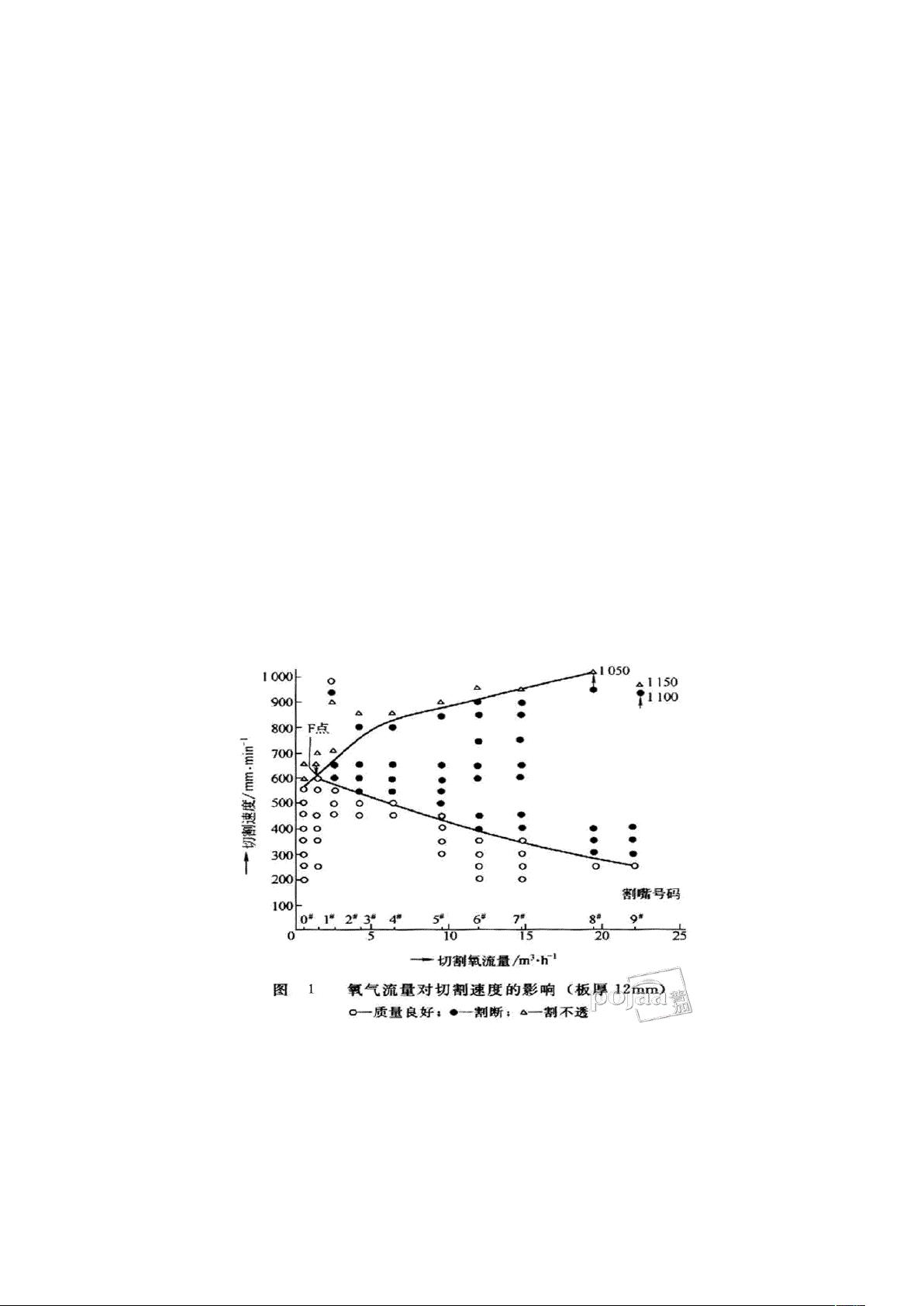
⑵ 切割氧流量
切割厚度 12mm 钢板时氧气流量对切割速度的影响如图 1 所示。由图可见,随着氧流量
的增加,切割速度逐渐增大,切割速度提高,但超过某个界限值反而降低。因此,对某一
钢板厚度存在一个最正确氧流量值,此时不但切割质量最高,而且切割质量最好。
⑶ 切割氧压力
随着切割氧压力的提高,氧流
量相应增加,因此能够切割板厚度随之增大。但压力增加到一定值,可切割的厚度也到达
最大值,再增大压力,可切割的厚度反而减小。切割氧压力对切割速度的影响大致一样。
如图 2 所示。
- word.zl-
资源评论


gjmm89
- 粉丝: 15
- 资源: 19万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 基于 OpenCV 的视频实时马赛克工具
- 彩虹易支付最新版源码及安装教程(修复BUG+新增加订单投诉功能)
- 二部六层电梯程序西门子1200二部六层电梯程序,无需eet可直接仿真使用,含有联控功能,有简单方案说明 另有三部六层电梯程序
- 基于Python的智能视觉算法封装设计源码
- 威纶通触摸屏模板,直接打开就可以用,可根据自己要求修改, 威纶通触摸屏,全部图库
- 基于Html和JavaScript的PC端官网在线报案系统设计源码
- 基于扰动观测器的直流电机调速系统, 有计算公式,仿真模型,仿真结果,ad电路图,程序
- 基于Vue和全栈技术的乐优商城电商网站设计源码
- 昆仑通态与欧姆龙温控器 台达变频器 联合通讯控制器件:昆仑通态MCGS TPC7062,欧姆龙E5CC型号温控器,台达VFD
- Labview 用DBC文件解析CAN报文以及DBC格式发送CAN,调用的dll有说明文档 2013,2016,2019版本
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


