电解铝工艺流程和技术规程.doc
版权申诉
132 浏览量
2021-10-03
08:56:55
上传
评论
收藏 217KB DOC 举报


- -
电解铝工艺流程
二 铝电解工艺技术规程
1 原材料和产品的质量标准
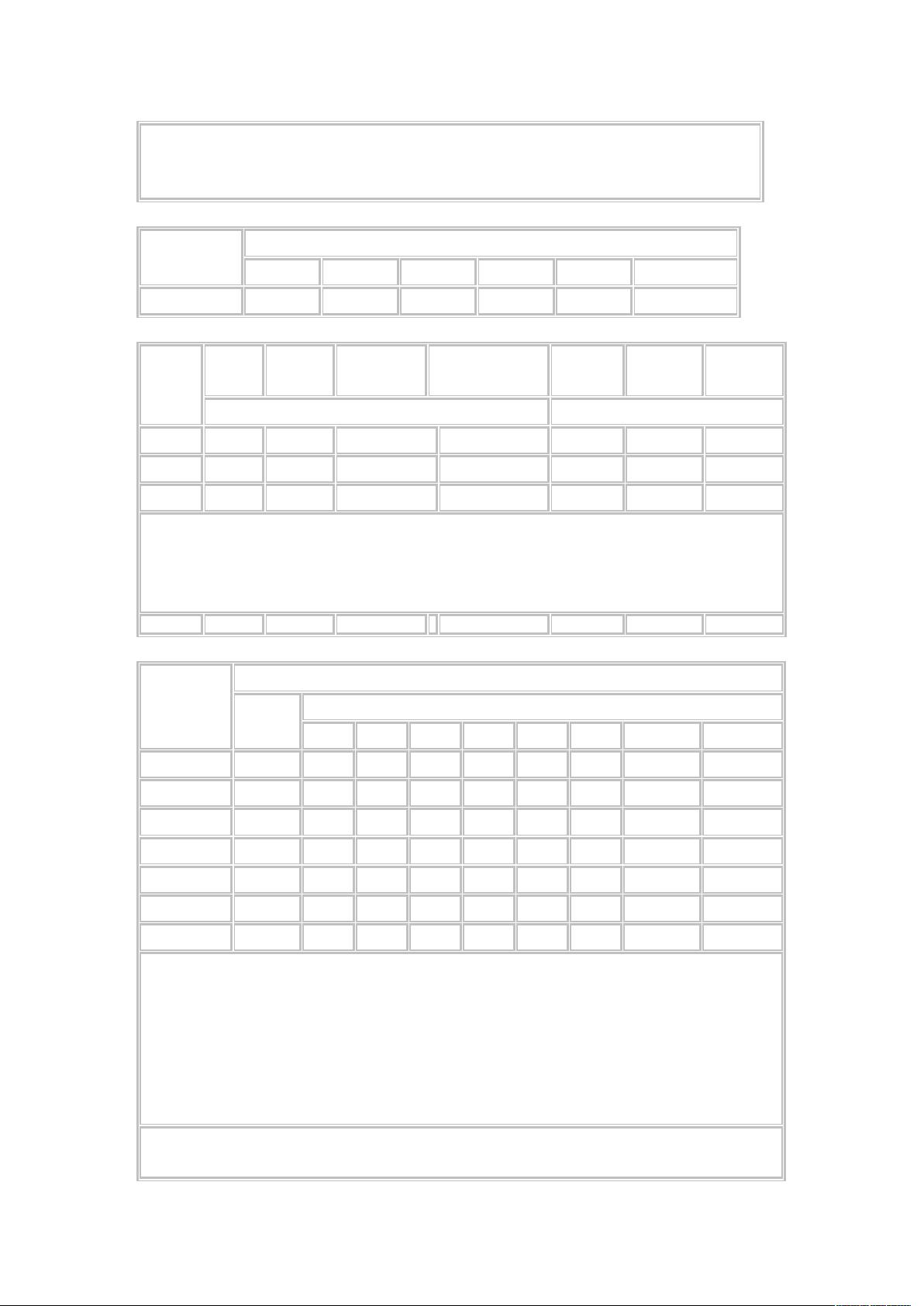
1.1 氧化铝化学成分 执行标准 YS/T274-1998 表 1
牌号
化学成份,%
Al2O3
不大于
杂质含量,不大于
SiO2 Fe2O3 Na2o
灼减
Ao-1 98.6 0.02 0.02 0.50 1.0
Ao-2 98.4 0.04 0.03 0.60 1.0
Ao-3 98.3 0.06 0.04 0.65 1.0
Ao-4 98.2 0.08 0.05 0.70 1.0
注:
1、Al2O3 含量为 100.00 减去表 1 所列杂质总和的余量。
1、 表中化学成分按在 300C±5℃温度下烘干的 2h 的干基计算。
2、 表中杂质成分按 GB8170 处理。
1.2 氟化铝化学成份 执行标准 GB/T4292-1999 表 2
等级
化学成分%
不小于 杂质,不大于
F Al Na Si02 Fe2O3 SO-24 P2O5 H20,550℃,1H
特一级
61 30.0 0.5 0.28 0.10 0.5 0.04 0.5
特二级
60 30.0 0.5 0.30 0.13 0.8 0.04 1.0
一级
58 28.2 3.0 0.30 0.13 1.1 0.04 6.0
二级
57 28.0 3.5 0.35 0.15 1.2 0.04 7.0
注 1:表中化学成份含量以自然基计算。
注 2:数值修约规那么按 GB/T1250-1989 第 5.2 条规定,修约数位与表中所列极限数位一致。
1.3 冰晶石化学成份 执行标准 GB/T4291-1999 表 3
等级
化学成分%
不小于 杂质,不大于
F Al Na Si02 Fe2O3 SO-24 CaO P2O5 H20 550℃,30min
特一级
53 13 32 0.25 0.05 0.7 0.10 0.02 0.4 2.5
一级
53 13 32 0.36 0.08 1.2 0.15 0.03 0.5 3.0
二级
53 13 32 0.40 0.10 1.3 0.20 0.03 0.8 3.0
注 1:表中化学成份含量按按去除附着水后的干基计算(灼减除外)。
注 2:数值修约规那么按 GB/T1250-1989 第 5.2 条规定,修约数位与表中所列极限数位一致。
- word.zl-



剩余26页未读,继续阅读
资源评论


gjmm89
- 粉丝: 14
- 资源: 19万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











