

目 录
一、序言……………………………………………………………………1
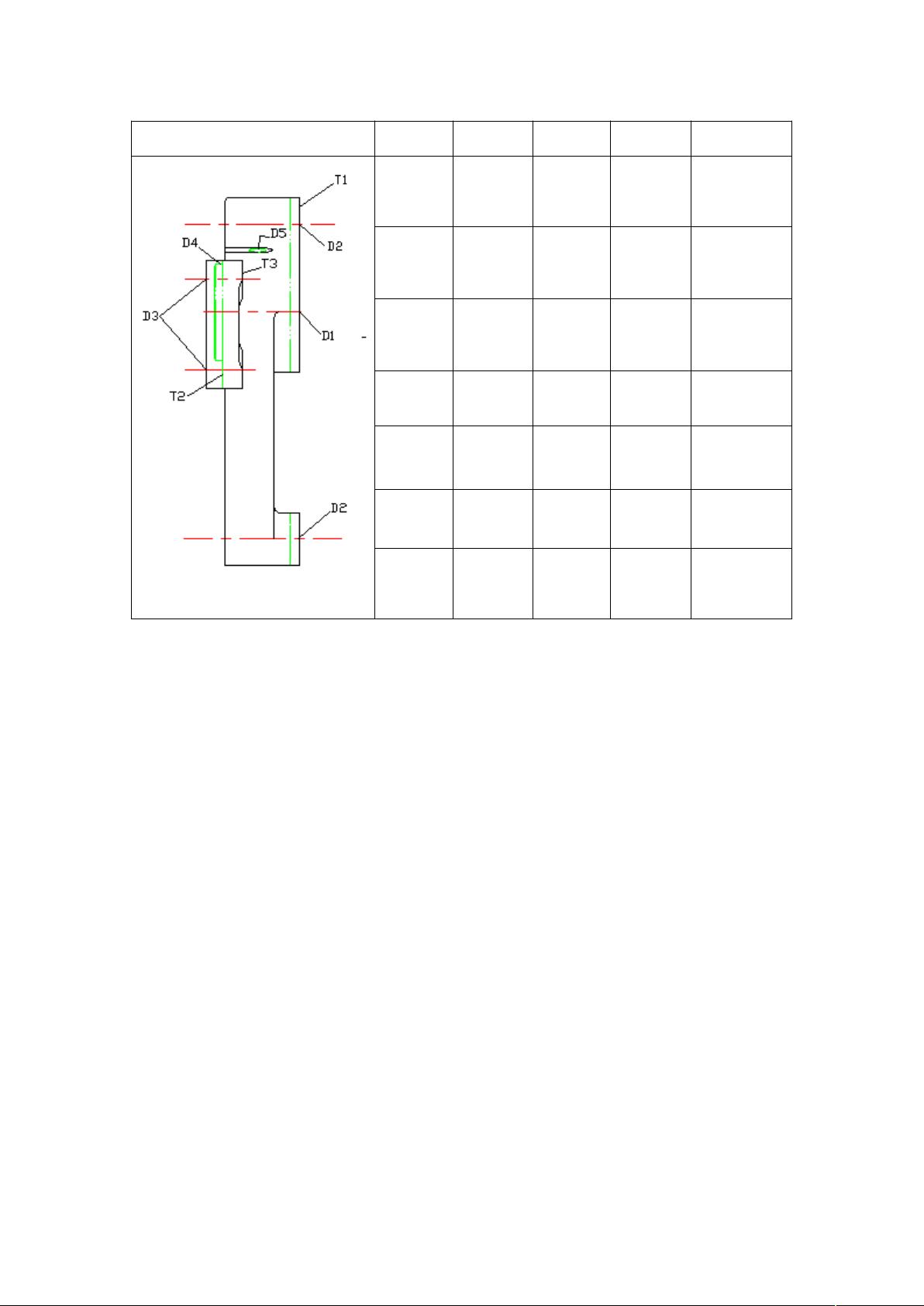
(一)、零件的分析 ……………………………………………………
2
1、零件的作用……………………………………………………..2
2、零件的工艺分析……………………………………………….2
(二)、确定毛坯………………………………………………………...3
1、确定毛坯种类…………………………………………………..3
2、确定铸件加工余量及形状……………………………………3
二、工艺规程设计…………………………………………………………4
(一)、定位基准的选择………………………………………………...4
(二)、制定工艺路线……………………………………………………4
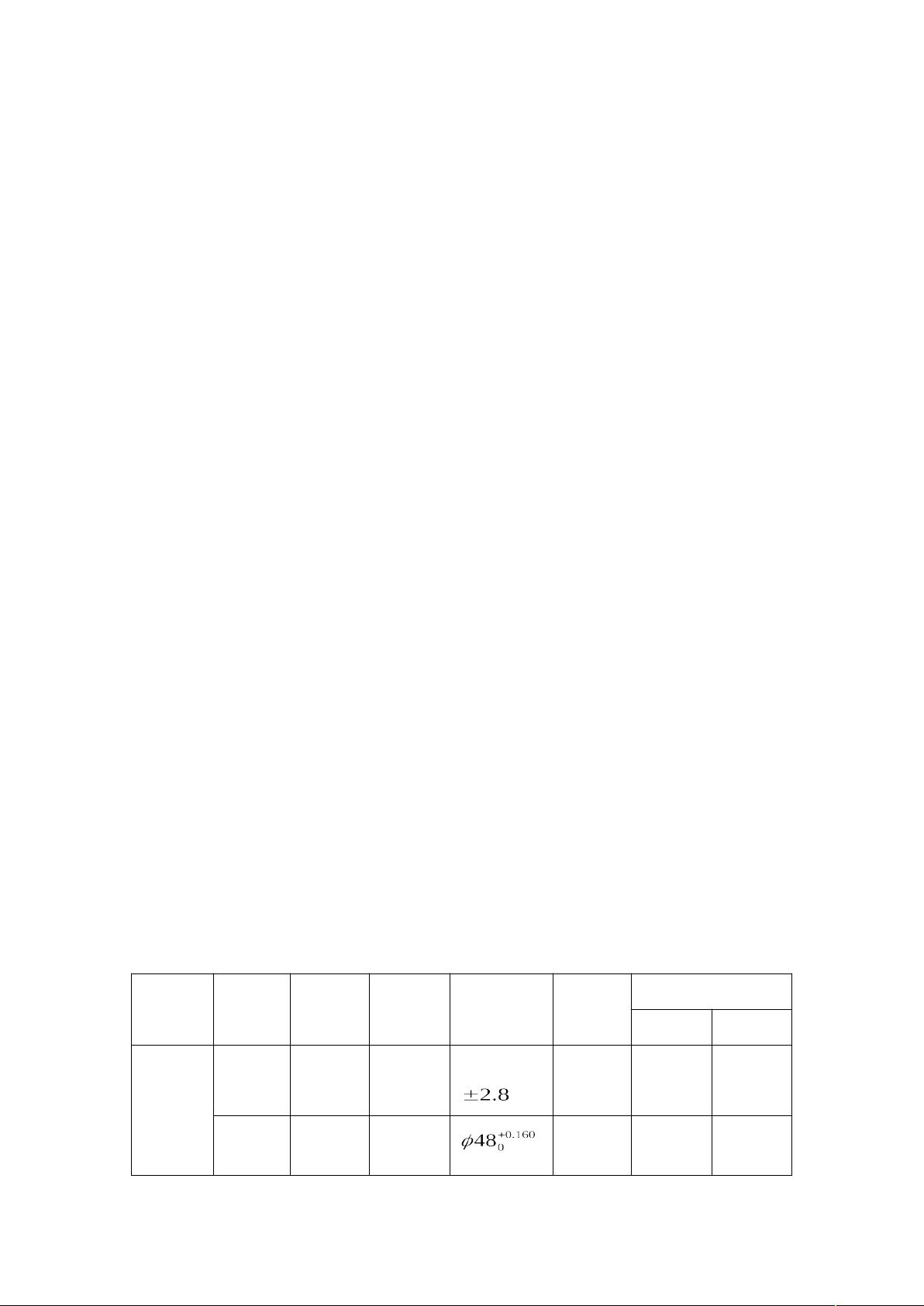
(三)、机械加工余量、工序尺寸及公差的确定………………….6
三、夹具设计……………………………………………………………….19
(一)、问题的提出………………………………………………………19
1


剩余25页未读,继续阅读
资源评论


exgmmp
- 粉丝: 0
- 资源: 3









最新资源
- 基于Matlab实现克里金插值(源码+数据).rar
- Java毕业设计-springboot-vue-在线英语阅读分级平台(源码+sql脚本+29页零基础部署图文详解+31页论文+环境工具+教程+视频+模板).zip
- Java毕业设计-springboot-vue-员工健康管理系统(源码+sql脚本+29页零基础部署图文详解+32页论文+环境工具+教程+视频+模板).zip
- Java毕业设计-springboot-vue-预报名管理系统(源码+sql脚本+29页零基础部署图文详解+32页论文+环境工具+教程+视频+模板).zip
- Cursor中文使用手册PDF
- 全网独家MATLAB图像空间滤波研究:加权均值与中值滤波实战解析(含椒盐与高斯噪声处理)+原理详解+实验分析+高清流程图,全网最详细功能最完整的MATLAB图像空间滤波研究:加权均值和中值滤波(加入椒
- 测试 cursor-test-cursor-main.zip
- Java毕业设计-springboot-vue-智慧草莓基地管理系统(源码+sql脚本+29页零基础部署图文详解+36页论文+环境工具+教程+视频+模板).zip
- Java毕业设计-springboot-vue-在线装修管理系统(源码+sql脚本+29页零基础部署图文详解+31页论文+环境工具+教程+视频+模板).zip
- Java毕业设计-springboot-vue-招生宣传管理系统(源码+sql脚本+29页零基础部署图文详解+35页论文+环境工具+教程+视频+模板).zip
- "算术优化算法(AOA-2021)在微电网混合储能容量配置中的比较研究:经济性、可靠性与负荷失电率分析",算术优化算法(AOA-2021新算法)新算法混合储能容量配置 (完全复现lunwen)关于微电
- Java毕业设计-springboot-vue-中小型制造企业质量管理系统(源码+sql脚本+29页零基础部署图文详解+37页论文+环境工具+教程+视频+模板).zip
- 刷新CURSOR的UUIDcursor-uuid-master.zip
- Java毕业设计-springboot-vue-助农管理系统(源码+sql脚本+29页零基础部署图文详解+22页论文+环境工具+教程+视频+模板).zip
- Java毕业设计-springboot-vue-智慧社区居家养老健康管理系统(源码+sql脚本+29页零基础部署图文详解+31页论文+环境工具+教程+视频+模板).zip
- 基于LSTM时间序列预测的Matlab长短期记忆网络回归模型:轻松替换数据集文件实现预测,基于LSTM时间序列预测,matlab长短期记忆网络回归预测 替输入数据集文件即可 ,核心关键词:LSTM
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


