The I2C-bus specification
THE I2C-BUS BENEFITS DESIGNERS AND
The number of ICs that can be connected to the same
In consumer electronics, telecommunications and
industrial electronics, there are often many similarities
between seemingly unrelated designs. For example,
bus is limited only by a maximum bus capacitance of
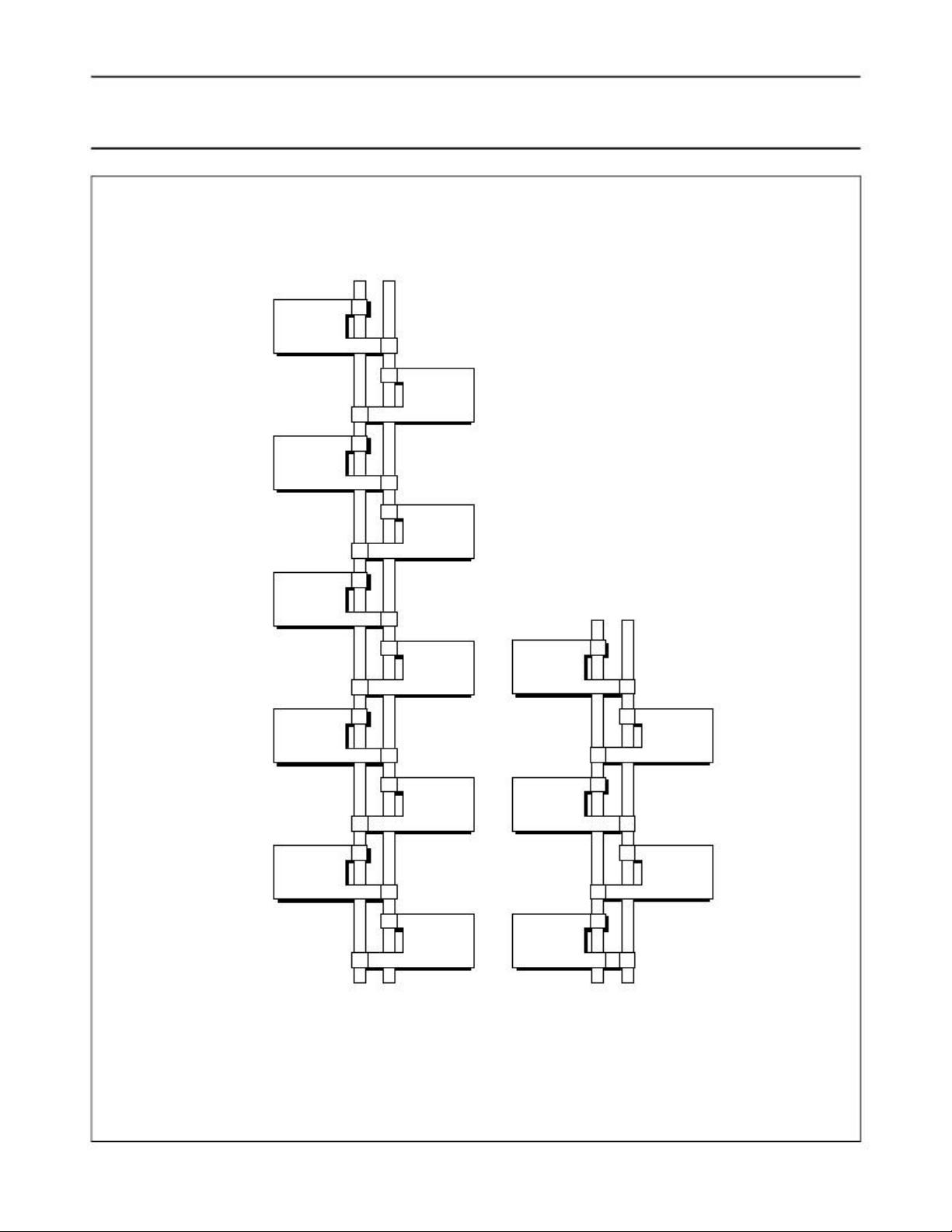
Figure 1 shows two examples of I2C-bus applications.
nearly every system includes:
Some intelligent control, usually a single-chip
General-purpose circuits like LCD drivers, remote I/O
ports, RAM, EEPROM, or data converters
Application-oriented circuits such as digital tuning and
signal processing circuits for radio and video systems, or
DTMF generators for telephones with tone dialling.
To exploit these similarities to the benefit of both systems
designers and equipment manufacturers, as well as to
maximize hardware efficiency and circuit simplicity, Philips
developed a simple bi-directional 2-wire bus for efficient
inter-IC control. This bus is called the Inter IC or I
2
C-bus.
At present, Philips’ IC range includes more than 150
CMOS and bipolar I2C-bus compatible types for
performing functions in all three of the previously
mentioned categories. All I2C-bus compatible devices
incorporate an on-chip interface which allows them to
communicate directly with each other via the I
2
C-bus. This
design concept solves the many interfacing problems
encountered when designing digital control circuits.
Here are some of the features of the I2C-bus:
Only two bus lines are required; a serial data line (SDA)
and a serial clock line (SCL)
Each device connected to the bus is software
addressable by a unique address and simple
master/slave relationships exist at all times; masters can
operate as master-transmitters or as master-receivers
It’s a true multi-master bus including collision detection
and arbitration to prevent data corruption if two or more
masters simultaneously initiate data transfer
Serial, 8-bit oriented, bi-directional data transfers can be
made at up to 100 kbit/s in the Standard-mode, up to
400 kbit/s in the Fast-mode, or up to 3.4 Mbit/s in the
On-chip filtering rejects spikes on the bus data line to
I
2
C-bus compatible ICs allow a system design to rapidly
progress directly from a functional block diagram to a
prototype. Moreover, since they ‘clip’ directly onto the
I2C-bus without any additional external interfacing, they
allow a prototype system to be modified or upgraded
simply by ‘clipping’ or ‘unclipping’ ICs to or from the bus.
Here are some of the features of I2C-bus compatible ICs
which are particularly attractive to designers:
Functional blocks on the block diagram correspond with
the actual ICs; designs proceed rapidly from block
diagram to final schematic.
No need to design bus interfaces because the I
2
C-bus
interface is already integrated on-chip.
Integrated addressing and data-transfer protocol allow
systems to be completely software-defined
The same IC types can often be used in many different
Design-time reduces as designers quickly become
familiar with the frequently used functional blocks
represented by I2C-bus compatible ICs
ICs can be added to or removed from a system without
affecting any other circuits on the bus
Fault diagnosis and debugging are simple; malfunctions
can be immediately traced
Software development time can be reduced by
assembling a library of reusable software modules.
In addition to these advantages, the CMOS ICs in the
I2C-bus compatible range offer designers special features
which are particularly attractive for portable equipment and
Extremely low current consumption
Wide supply voltage range
Wide operating temperature range.