
目 录
第一部分 SWOPC-FXGP/WIN-C(中文版)......................................................................................1
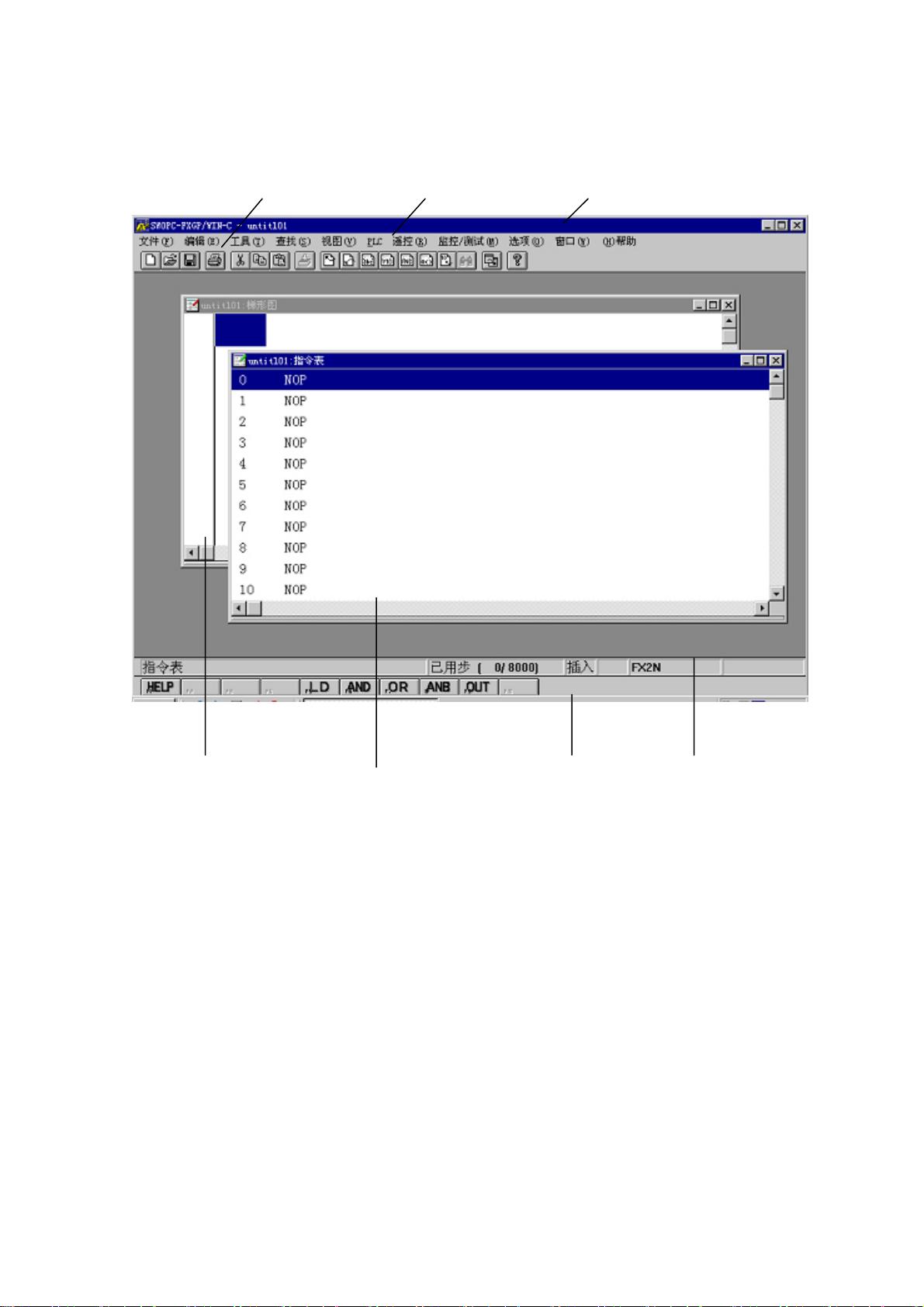
一、SWOPC-FXGP/WIN-C软件的使用..........................................................................................1
二、编程练习 ...................................................................................................................................5
第二部分 可编程控制器基本指令训练..............................................................................................12
一、亚龙可编程控制器成套实训设备说明..................................................................................12
二、FX2N可编程控制器简介..........................................................................................................12
三、可编程控制器基本指令训练..................................................................................................13
实验一、自锁电路..................................................................................................................13
实验二、S/R置位复位指令....................................................................................................14
实验三、PLS脉冲指令............................................................................................................14
实验四、移位指令..................................................................................................................15
实验五、定时器指令与应用..................................................................................................15
实验六、计数器指令与应用..................................................................................................17
实验七、跳步指令CJ..............................................................................................................17
实验八、主控与主控复位指令 MC/MCR..............................................................................18
实验九、步进指令..................................................................................................................18
第三部分 PLC应用实训 ....................................................................................................................21
实训一、全自动洗衣机的控制..............................................................................................21
实训二、三相电动机的顺序控制..........................................................................................24
实训三、步进电机控制..........................................................................................................28
实训四、交通灯控制..............................................................................................................32
实训五、四层电梯控制..........................................................................................................36
实训六、电镀生产线控制......................................................................................................40
实训七、水塔水位自动控制..................................................................................................44
实训八、自控成型机..............................................................................................................47
实训九、多种液体自动混合..................................................................................................51
实训十、自动送料装车系统..................................................................................................55
实训十一、自控轧钢机..........................................................................................................59
实训十二、邮件分拣机..........................................................................................................63
实训十三、铁塔之光..............................................................................................................68
附录Ⅰ、软元件地址的分配..................................................................................................................72
附录Ⅱ、基本指令一览表......................................................................................................................74
附录Ⅲ、特殊辅助继电器、特殊数据寄存器......................................................................................75

















评论0