
学习文档 仅供参考
华兴数控编程实例
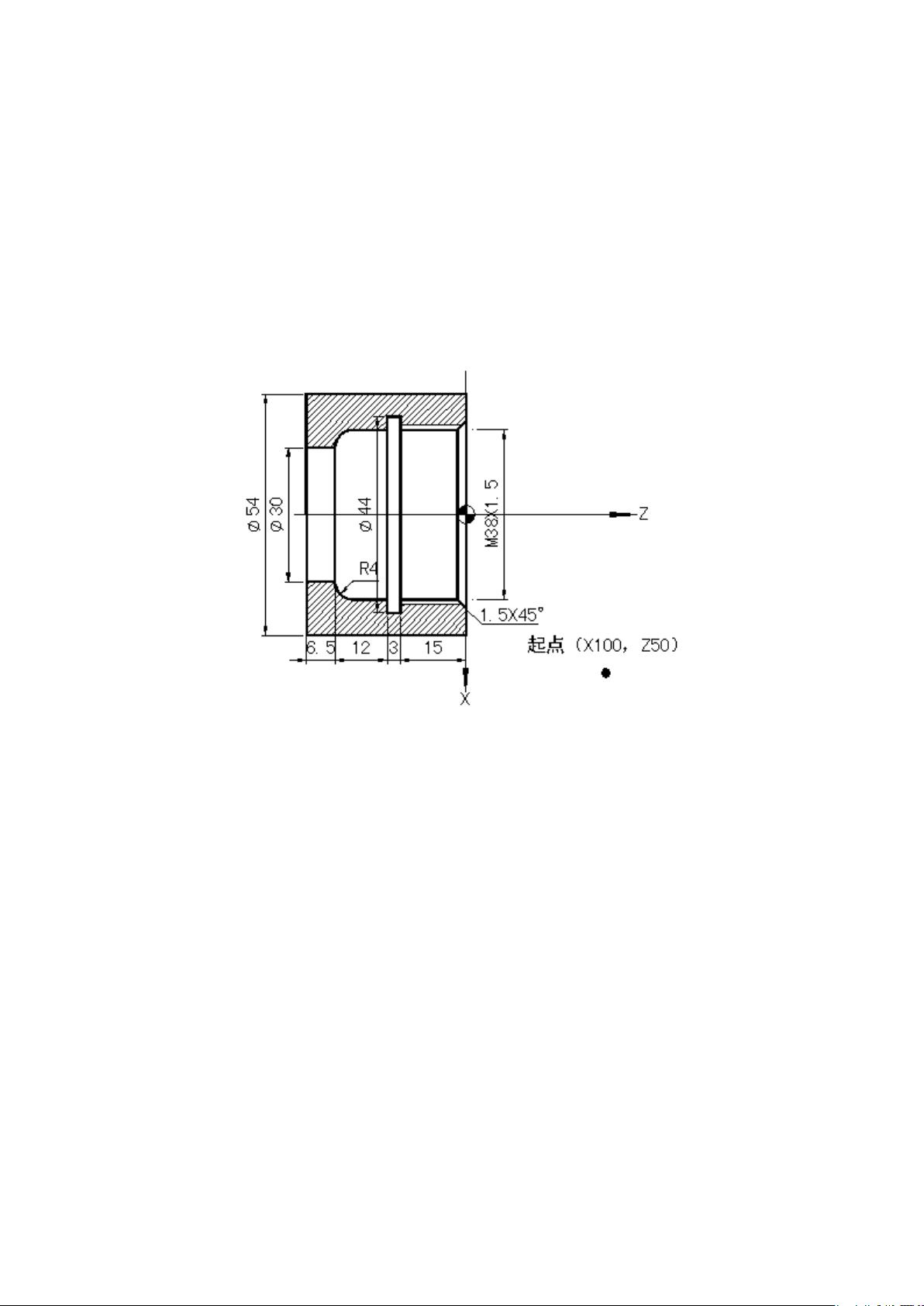
例一.图示如下零件
材料:黄铜, 毛坯:锻件, 单边余量约 1mm,
1#刀:内孔刀; 2#刀:割槽刀(刀宽为槽宽 3mm); 3#刀:螺纹刀
刀具起始点为(X100,Z50);
N0010 M03 S1500
N0020 G00 X100 Z50
N0030 T1
N0040 G00 X30
N0050 G00 Z0
N0060 G01 X55 F150 (加工端面)
N0080 G01 X36.5 Z-1.5 (倒角 1.5×45)
N0090 G01 Z-26 (车削内孔 φ38)
N0100 G03 X30 Z-30 R4 F100 (车削内圆弧 R4)
N0110 G01 Z-37 (车削内孔 φ30)
N0120 G00 X28 (X 向退刀)
N0130 G00 Z50 (Z 向退刀)
N0140 T2 (换内孔刀割槽)
N0150 G00 X35 (快速进刀)
N0160 G00 Z-18 (快速进刀)
N0170 G01 X44 F150 (割槽)
N0180 G00 X36 (快速退刀)
N0190 G00 Z50 (快速退刀)
资源评论













