数控机床编程与操作教案.doc
版权申诉
50 浏览量
2022-07-13
09:47:45
上传
评论
收藏 898KB DOC 举报

1 / 33
课 题: 第一章数控车床编程入门
第一节数控车床的基本术语和编程设定
课 次: 第一次
授 课 日 期: 9 月 8 日
授 课 班 级: 0903 班
教 学 方 法: 板书、讲授
教学目的与要求: 掌握数控车床常用的基本术语
教 学 重 难 点: 数控车床的分类
教 学 小 结: 初步认识数控车床是怎样工作的
复 习 旧 课:
导 入 新 课:
讲 授 新 课:
一、数控程序编制的一般知识
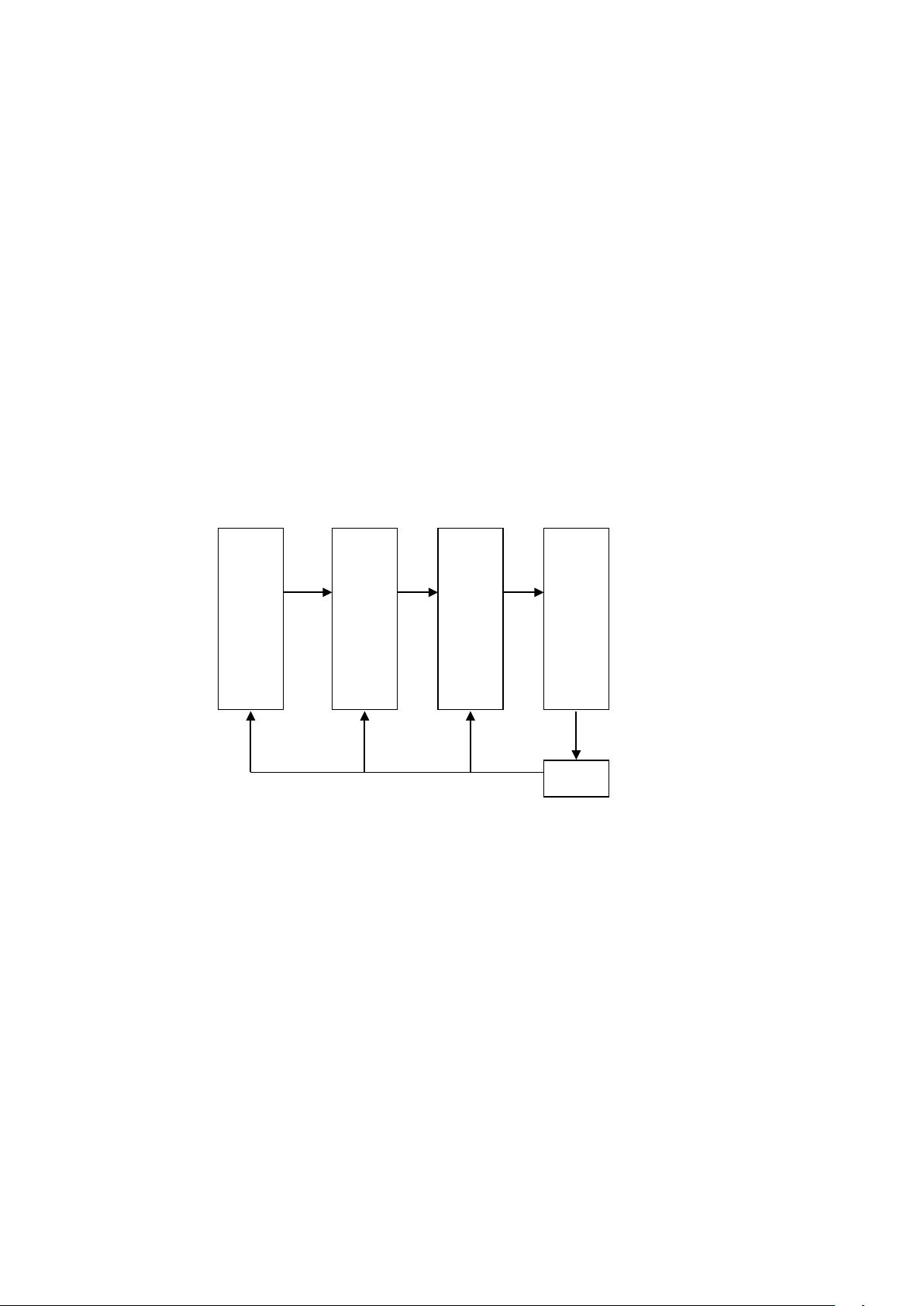
数控编程是指从零件图纸到获得数控加工程序的全部工作过程。
(1)分析零件图样和制定工艺方案
这项工作的内容包括:对零件图样进行分析,明确加工的内容和要求;确定加工方案;
选择适合的数控机床;选择或设计刀具和夹具;确定合理的走刀路线与选择合理的切削
用量等。这一工作要求编程人员能够对零件图样的技术特性、几何形状、尺寸与工艺要
求进行分析,并结合数控机床使用的基础知识,如数控机床的规格、性能、数控系统的
功能等,确定加工方法和加工路线。
(2)数学处理
在确定了工艺方案后,就需要根据零件的几何尺寸、加工路线等,计算刀具中心运动轨迹,以获
得刀位数据。数控系统一般均具有直线插补与圆弧插补功能,对于加工由圆弧和直线组
成的较简单的平面零件,只需要计算出零件轮廓上相邻几何元素交点或切点的坐标值,
得出各几何元素的起点、终点、圆弧的圆心坐标值等,就能满足编程要求。当零件的几
何形状与控制系统的插补功能不一致时,就需要进行较复杂的数值计算,一般需要使用
计算机辅助计算,否则难以完成。
分析零
件图样
和制定
工艺方
案
数
学
处
理
编
写
程
序
程
序
校
验
修 改



剩余32页未读,继续阅读

智慧安全方案
- 粉丝: 3655
- 资源: 59万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP












评论0