
浅谈浅谈ADT MC020在全闭环激光打标系统中的应用在全闭环激光打标系统中的应用
本文先容了基于ADT-MC020嵌进式数控控制器通过串口和PC机通讯,设计通过光栅尺反馈的双闭环控制系
统,分析了定位误差的原因及其解决方法。 该系统已用于游标卡尺激光打标和送料装置中。 1 引言
随着计算机技术、电子技术的发展,嵌进式控制系统作为装备产业的大脑快速地被应用到各个行业中。
嵌进式控制系统由于其体积小、性价比高、针对性强、抗干扰能力好等特点快速不断地进进了数控行业各个领
域。 游标卡尺由于是一种精密地丈量仪器,那么其生产的厂家对卡游标尺本身的刻度打标要求就非常高。
现代化生产中必须要考虑生产效率,而生产效率又与操纵方便、生产速度等因素相关。本文设计了采用PC机上
位机
本文先容了基于ADT-MC020嵌进式数控控制器通过串口和PC机通讯,设计通过光栅尺反馈的双闭环控制系统,分析了定
位误差的原因及其解决方法。
该系统已用于游标卡尺激光打标和送料装置中。
1 引言引言
随着计算机技术、电子技术的发展,嵌进式控制系统作为装备产业的大脑快速地被应用到各个行业中。
嵌进式控制系统由于其体积小、性价比高、针对性强、抗干扰能力好等特点快速不断地进进了数控行业各个领域。
游标卡尺由于是一种精密地丈量仪器,那么其生产的厂家对卡游标尺本身的刻度打标要求就非常高。现代化生产中必须要
考虑生产效率,而生产效率又与操纵方便、生产速度等因素相关。本文设计了采用PC机上位机发控制指令,下位机是ADT-
MC020嵌进式数控控制器控制伺服加光栅尺的双闭环控制系统,满足了以上要求。
2 工作原理工作原理
首先在上位机(PC机,以下称上位机)编辑好要加工的数据文件,然后通过上位机的串口向下位机(MC020嵌进式控制
器,以下称下位机)发送指令,下位机接收到正确的指令后,开始向伺服执行机构发出运动指令,当伺服运行到位后,下位机
通知上位机继续发下一个命令,以此循环。
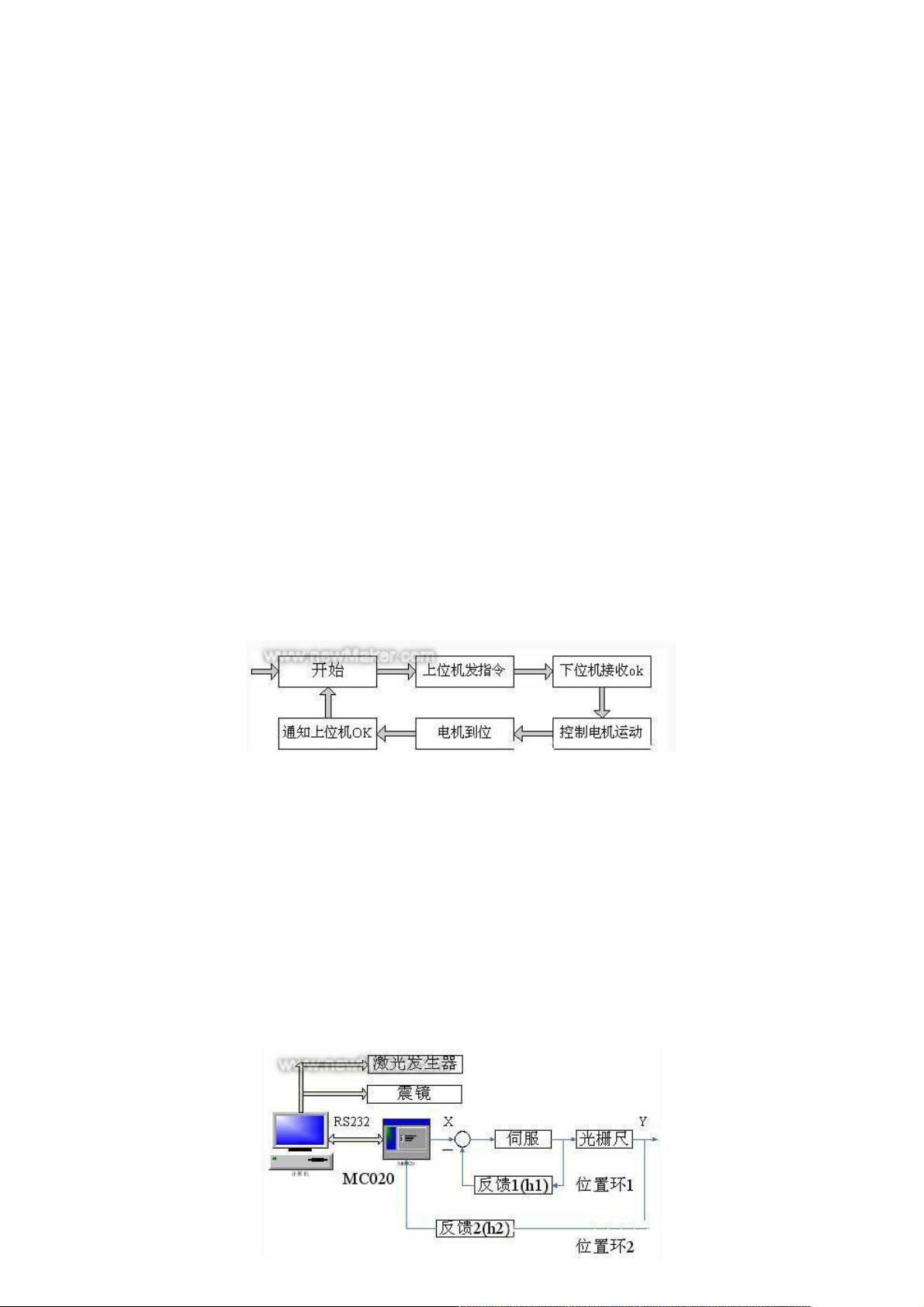
工作流程图如图1所示
图1 原理图
3 游标卡尺激光打标系统设计游标卡尺激光打标系统设计
( (1)) 上位机系统上位机系统
上位机控制系统是由VC开发的控制软件,在上位机上可以按使用者的要求,先通过一些简单的设定,系统便可以天生需
要的图形。比如卡尺刻度之间的间隔,激光打的刻度线的是非,工制还是英制或两者都有。天生好图形客户可以先预览,看是
否满足要求。
在选择好循环打标或单次打标后,按开始按钮后,计算机便通过串口发出规原点命令,下位机接收到回原点命令后,马上
执行回原点的任务,当回到原点后,发信号给上位机,上位机马上控制振镜和激光发生器打出0刻度线(刻度线的是非在上面
天生的图形中已经规定),等打完0刻度线后,上位机马上发出再走一个刻度的命令,在下位机通过一系列的调整,保证精度
后,重复上面的动作。
整个系统控制流程结构图如图2所示
资源评论


weixin_38730129
- 粉丝: 7
- 资源: 927









最新资源
- SpringBoot+Vue3快速开发平台、自研工作流引擎
- 报表例题答案汇总.zip
- POI 工具类,Excel的快速导入导出,Excel模板导出,Word模板导出,可以仅仅5行代码就可以完成Excel的导入导出,修改导出格式简单粗暴,快速有效,easypoi值得你尝试
- python设计成绩管理系统
- 带有智能视觉功能的智能小车源代码100%好用.zip
- python实现飞机大战游戏
- C#实现桌面提醒工具项目
- SwiftLanguageWeather.zip
- MATLAB Simulink电动汽车转弯制动ABS模型,联合直接横摆力矩DYC 转向制动稳定性控制 软件使用:Matlab Simulink 适用场景:轮毂电机分布式驱动电动汽车防抱死控制ABS
- 风机变桨控制基于FAST与MATLAB SIMULINK联合仿真模型非线性风力发电机的 PID独立变桨和统一变桨控制下仿真模型,对于5WM非线性风机风机进行控制 链接simulink的scope出转速
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


