
第 42 卷 第 3 期
2015 年 3 月
Vol. 42, No. 3
March, 2015
中 国 激 光
CHINESE JOURNAL OF LASERS
0303004-
激光选区熔化成型典型几何特征尺寸精度研究
杨雄文 杨永强 刘 洋 王 迪
*
华南理工大学机械与汽车工程学院, 广东 广州 510640
摘要 为了探讨激光选区熔化成型典 型几何 特征的尺寸精度,并为激光选区熔化直接成型金 属零件 提供设计参考
依据 ,设 计了薄板 、尖 角、圆柱体、圆孔 、方 孔等典型 几何特征的 三维模型 ,采 用华南理工 大学研发 的激光选区 熔化
设备 (DiMetal-100)在 优化的工艺 参数下选用 316L 不锈钢 粉末对这些 典 型几何特征 进行激光选区 熔化成型。 实 验
结果 表明,激光光斑 约束、台阶效 应、粉末粘附、激 光 深穿透等 因素是影响 零件尺寸精 度和激光 选区熔化成 型能力
的主要原因。基于对激光选区熔化成型典型几何特征的尺寸精度及成型能力研究,提出了一些适用于激光选区熔
化的零件设计规则,为产品的创新设计提供了参考依据。
关键词 激光技术; 设计规则; 激光选区熔化; 几何特征; 尺寸精度; 成型能力
中图分类号 TN249; TG665 文献标识码 A
doi: 10.3788/CJL201542.0303004
Study on Dimensional Accuracy of Typical Geometric Features
Manufactured by Selective Laser Melting
Yang Xiongwen Yang Yongqiang Liu Yang Wang Di
School of Mechanical and Automotive Engineering, South China University of Technology,
Guangzhou, Guangdong 510640, China
Abstract In order to investigate dimensional accuracy of geometric features manufactured by selective laser
melting (SLM) and to provide design references for SLM to manufacture metal parts directly, several typical
geometric features such as thin walls, sharp corners, cylinders, circular holes, square holes, etc are designed.
Then SLM equipment DiMetal-100 is employed and 316L stainless steel powders are used to manufacture these
typical geometric features under the condition of optimized process parameters. It is shown that laser spot
restraint, step effect, powder adhesion and laser deep penetration are the main factors which affect
dimensional accuracy of parts and affect manufacturing ability of SLM. The manufacturing ability of SLM and
the dimensional accuracy of typical geometric features by SLM is studied. It puts forward some preliminary
design rules suitable for SLM, which provides a reference for innovative design of products.
Key words laser technique; design rules; selective laser melting; geometric features; dimensional accuracy;
manufacturing ability
OCIS codes 140.3390; 350.3390; 350.3850
收稿日期: 2014-08-22; 收到修改稿日期: 2014-10-10
基金项目: 国家自然科学基金(51275179,51405160)、佛山市科技创新专项资金项目(2013AH100042)
作者简介: 杨雄文(1989—),男,硕士研究生,主要从事激光加工及激光快速成型等方面的研究。
E-mail: yangxiongwen.1989@163.com
导师简介: 杨永强(1961—),男,教授,博士生导师,主要从事激光快速成型及自动化焊接技术等方面的研究。
E-mail: meyqyang@scut.edu.cn
* 通信联系人。E-mail: mewdiaser@scut.edu.cn
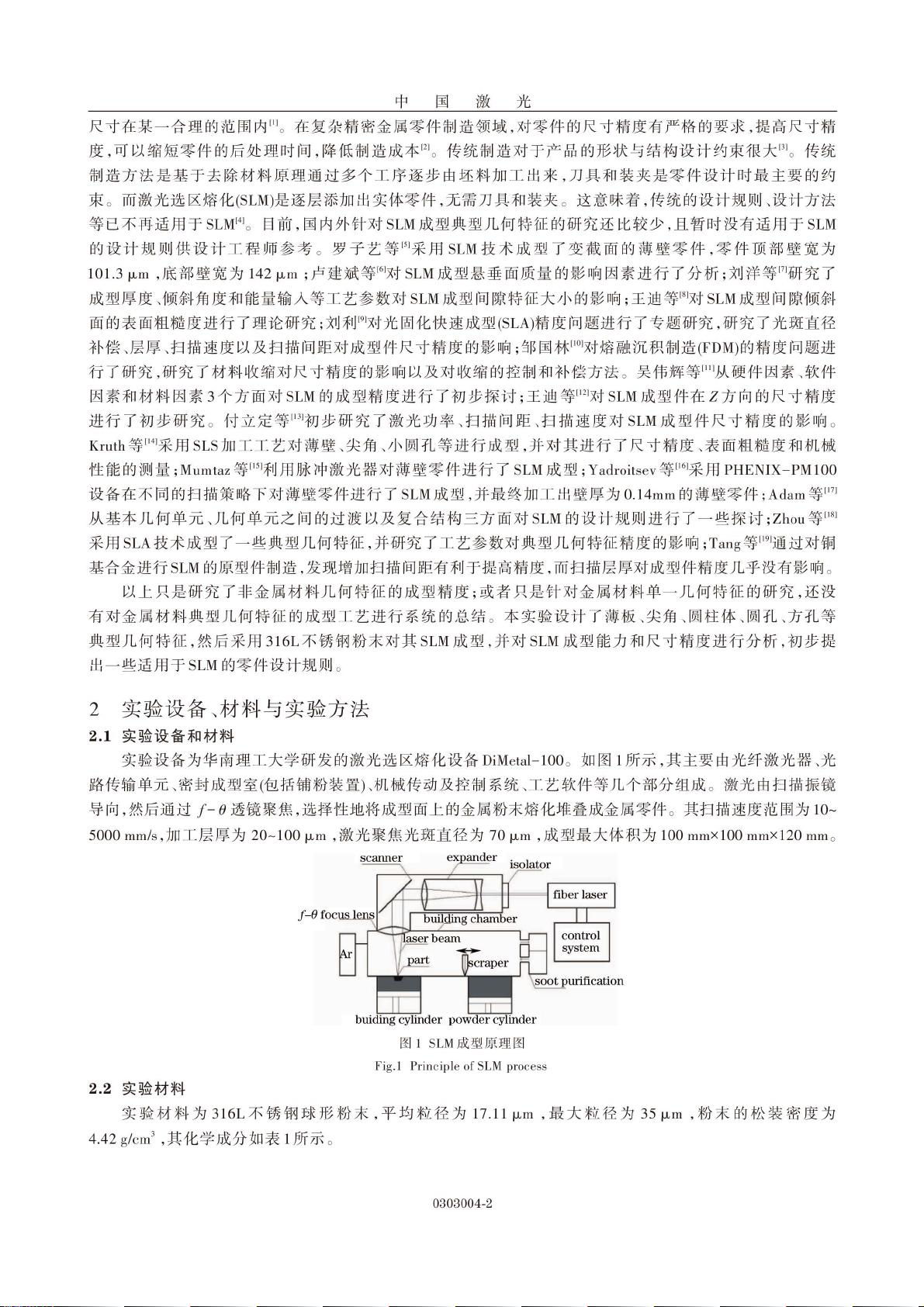
1 引 言
尺寸精度是衡量机械产品质量的重要指标之一,为使零件具有互换性,必须保证尺寸的一致性,即要求
1
剩余9页未读,继续阅读
资源评论


weixin_38627603
- 粉丝: 0
- 资源: 897









最新资源
- 【毕业设计】基于LabView+MATLAB的说话人识别系统源码.zip
- 【毕业设计】基于MATLAB的答题卡识别识别学号填读区域学科以及跟标准答案进行对比源码+GUI界面源码.zip
- 【毕业设计】基于Matlab的身份证识别系统源码.zip
- 【毕业设计】基于Matlab的神经网络汉字识别系统bp神经网络源码.zip
- 【毕业设计】基于MATLAB的答题卡识别源码.zip
- 【毕业设计】基于Matlab的手写数字识别系统源码.zip
- 【毕业设计】基于Matlab的数字水印系统带有人机交互界面dct dwt lsb等源码.zip
- 【毕业设计】基于Matlab的数字水印系统带人机交互界面包括DCT和DWT源码.zip
- 【毕业设计】基于Matlab的运动目标跟踪系统源码.zip
- 【毕业设计】基于Matlab的仪表指数识别系统霍夫曼变换的方法源码.zip
- 【毕业设计】基于matlab的纸币面额识别系统源码.zip
- 【毕业设计】基于matlab教室人数统计系统源码.zip
- 【毕业设计】基于MTK内核开发GPS定位器+BMS数据采集与控制全套源码.zip
- 用 HTML5 Canvas 和 JavaScript 实现炫酷跨年烟花特效
- 【毕业设计】基于pytorch实现CNN+VGG+resnet人脸表情识别源码+项目说明.zip
- 【毕业设计】基于Qt开发的飞行模拟器教员控制台系统源码+文档说明.zip
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


