
Review
Applications of computer vision techniques to cotton foreign matter
inspection: A review
Hang Zhang
a,b,c,d,e,f
, Daoliang Li
a,c,d,e,f,
⇑
a
College of Information and Electrical Engineering, China Agricultural University, Beijing 100083, PR China
b
College of Computer and Information Engineering, Tianjin Agricultural University, Tianjin 300384, PR China
c
China-EU Center for Information and Communication Technologies in Agriculture, China Agricultural University, Beijing 100083, PR China
d
Beijing Engineering and Technology Research Center for Internet of Things in Agriculture, Beijing 100083, PR China
e
Key Laboratory of Agricultural Information Acquisition Technology, Ministry of Agriculture, Beijing 100083, PR China
f
Beijing Engineering Center for Advanced Sensors in Agriculture, Beijing 100083, PR China
article info
Article history:
Received 7 May 2014
Received in revised form 28 August 2014
Accepted 14 September 2014
Keywords:
Foreign matter
Computer vision
Image processing
Hyperspectral imaging
abstract
Cotton is an important crop throughout the world, and its quality plays a significant role in its profitabil-
ity and marketability. Foreign matter in cotton can cause damage to spinning, weaving, and dyeing and
thus seriously affects the quality of cotton products. Conventional methods including inspection by
human workers and instrument based approaches such as photoelectric detection and ultrasonic detec-
tion are time-consuming, labor-intensive, and sometimes inaccurate. As a non-destructive, cost-effective,
rapid, and objective inspection tool, computer vision has been widely used in cotton foreign matter
inspection. In this review, the basic concepts, components, and image acquisition modes of computer
vision techniques are presented. The improvements in image processing and analysis of foreign matter
in cotton are introduced, and several different computer vision systems that have been created to detect
foreign matter are reviewed to highlight the potential for the inspection of foreign matter. Considering
the progress made to solve this type of problem, we also suggest some directions for future research.
Ó 2014 Elsevier B.V. All rights reserved.
Contents
1. Introduction . . . ....................................................................................................... 60
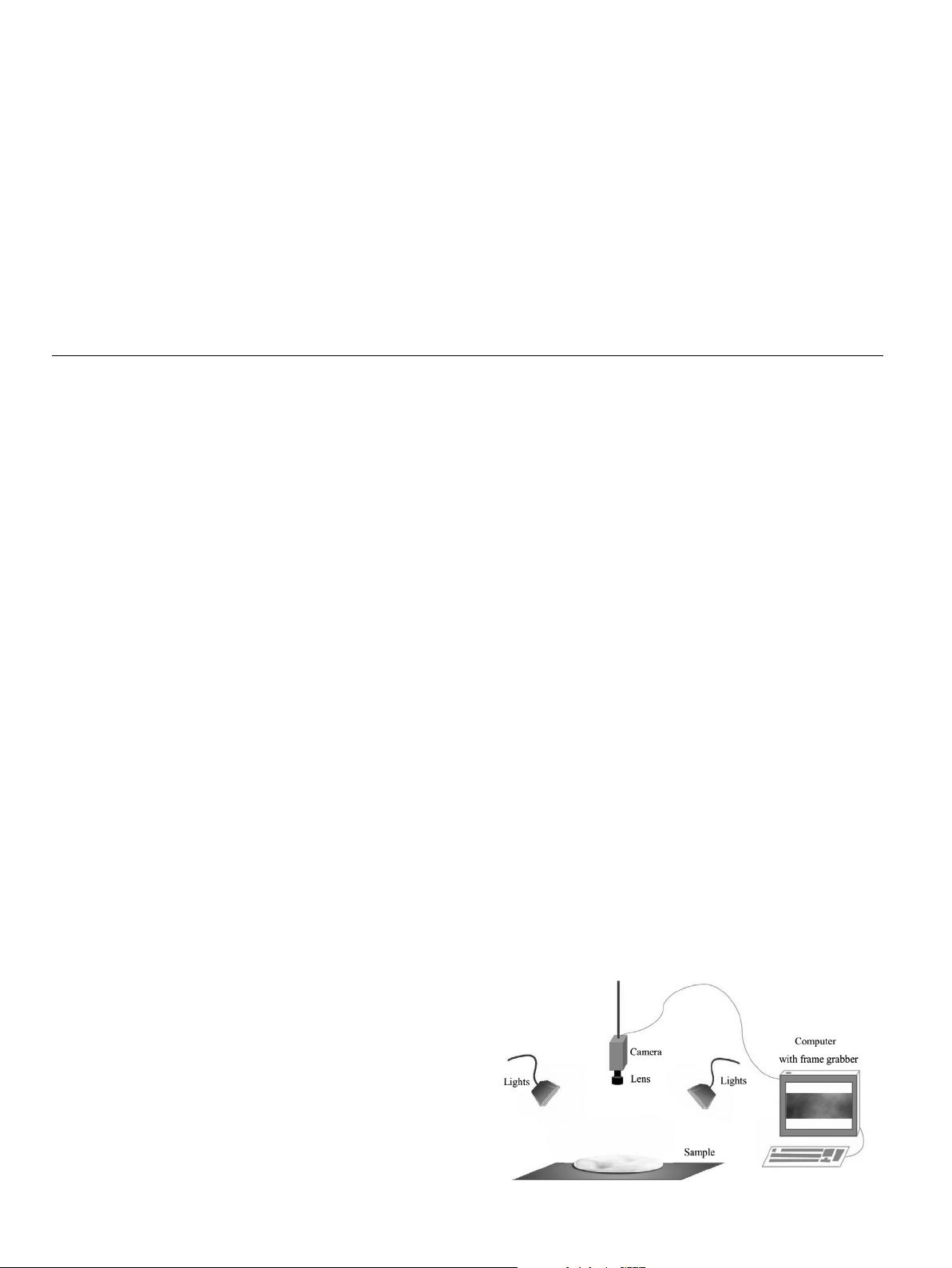
2. Components and image acquisition modes . . . . . . . . . . . . . . . . ................................................................. 61
2.1. Components of computer vision systems . . . .......................................................................... 61
2.1.1. Illumination . . . . . . . . . . . . . . ............................................................................... 61
2.1.2. Camera . . ............................................................................................... 61
2.2. Image acquisition modes .......................................................................................... 62
3. Image processing and analysis . . . . . . . .................................................................................... 62
3.1. Image segmentation . . . . .......................................................................................... 62
3.1.1. Otsu’s method. . . . . . . . . . . . . ............................................................................... 62
3.1.2. Iterative thresholding. . . . . . . ............................................................................... 63
3.1.3. Gray level co-occurrence matrix . . . . . . . . . . . . . . . . . ............................................................ 63
3.1.4. Saliency-based method . . . . . ............................................................................... 63
3.1.5. Other methods . . . . . . . . . . . . ............................................................................... 63
3.2. Feature extraction . . . . . . .......................................................................................... 63
3.2.1. Genetic algorithm. . . . . . . . . . ............................................................................... 63
3.2.2. Ant colony algorithm . . . . . . . ............................................................................... 64
3.2.3. Particle swarm optimization algorithm. . . . . . . . . . . . ............................................................ 64
http://dx.doi.org/10.1016/j.compag.2014.09.004
0168-1699/Ó 2014 Elsevier B.V. All rights reserved.
⇑
Corresponding author at: P.O. Box 121, China Agricultural University, 17
Tsinghua East Road, Beijing 100083, PR China. Tel.: +86 10 62737679; fax: +86 10
62737741.
E-mail address: dliangl@cau.edu.cn (D. Li).
Computers and Electronics in Agriculture 109 (2014) 59–70
Contents lists available at ScienceDirect
Computers and Electronics in Agricu lture
journal homepage: www.elsevier.com/locate/compag
剩余11页未读,继续阅读
资源评论


weixin_38605590
- 粉丝: 2
- 资源: 864









最新资源
- MATLAB代码:储能参与调峰调频联合优化模型 关键词:储能 调频 调峰 充放电优化 联合运行 仿真平台:MATLAB+CVX 平台 主要内容:代码主要做的是考虑储能同时参与调峰以及调频的联合调度
- 汇川PLC程序(梯形图)
- 老年公寓信息管理:构建安全舒适的居住环境
- orca多机器人防碰 MATLAB仿真源代码全套技术资料.zip
- chatexcel数据表.zip
- 行驶车辆状态估计,无迹卡尔曼滤波,扩展卡尔曼滤波(EKF UKF) 软件使用:Matlab Simulink 适用场景:采用扩展卡尔曼滤波和无迹卡尔曼滤波EKF UKF进行行驶车辆的车速,质心侧偏
- 椅子、杯子、笔记本电脑、人、手机检测23-YOLO(v5至v11)、COCO、CreateML、Paligemma、TFRecord、VOC数据集合集.rar
- 永磁同步电机(PMSM)基于高阶滑模观测器(HSMO)的无位置传感器速度控制仿真
- 永磁直驱风机MPPT最大功率点跟踪Simulink仿真模型,采用占空比扰动观察法,调整PWM的占空比来调节发电机达到最佳工作点
- U8点击按钮打开生成凭证界面
- Bukkit-BETA1.8.1服务端核心
- IEEE9节点系统Simulink仿真 1.基础功能:基于Matlab simulink平台搭建IEEE9节点仿真模型,对电力系统进行潮流计算(与编程用牛拉法计算潮流结果一致) 2.拓展功能: 可在该
- 椅子人坦克检测24-YOLO(v5至v11)、COCO、CreateML、Paligemma、TFRecord数据集合集.rar
- WRF-Chem 人为排放清单的设计
- ESP8266、ESP32网页配网 支持中文SSID
- lmx2592频率源原理图和程序源码 20MHz-9.8GHz的低噪声锁相环频率源,最小频率步进1MHz,输出功率可调,stm32f103c8t6控制lmx2592一体化,按键操控输出频率和输出功
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


