
第
27
卷第
4
期
Vo
l.
27
No.4
湖北工业大学学报
2012
年
08
月
Aug.2012
Journal
of
Hubel University of
T
民
hnol
略
Y
[文章编号]
1003-4684(2012)04-0041-04
基于
ProE
的捏花刀盘设计及运动仿真
王贤虎,陈学辉,孙少文
(安徽水利水电职业技术学院,安徽合肥
231603)
[摘
要]捏花刀盘是握花机的主要部件之一,主要功能是实现切断面皮及成形食品花皱.利用
ProE
参数化特征
造型技术,创建了捏花刀盘兰维模型,实现捏花刀盘组快速装配及运动仿真,从而提高了设计质量,缩短了开发周
期.
[关键词]捏花机
F
九绞捏花刀盘
;ProE
[中圈分类号]
TP39
1.
9
1
研制背景及意义
在工作生活速度加快的今天,传统手工制作包
子、月饼等,虽然口感好,但效率就显得非常低下.捏
花机是包馅类面食成型的主要配套产品,适用于自
动化生产酥饼类、面包、糕点等烘蜡食品及包子、馒
头等面食加工行业.生产出的产品均匀、光滑、外型
美观、仿手工、口感好,是烘蜡及面食加工行业的理
想单体分切成型设备.生产速度达到
20~100
个
/
h.
捏花机拆卸方便、清洗方便且保养容易,可更换回刀
生产圆形产品或更换花刀生产捏花产品,更换刀具
容易,不需花费太多时间;外皮不易破裂且所包的馅
料均匀:模块化设计,欲使用时,仅需将捏花机与主
机之电源连接,即可由主机控制,同时也可以单独使
用,生产量无级调整.
2
设计方案
将几把刀围成一个圆形,中间空的,这样面皮可
以从上面进入,接着馅料进来,此时,几把刀同时转
动,带动运动到刀尖重叠处,这样切断面皮,同时由
于捏花刀盘还在做旋转运动,在切断面皮的同时,也
做出食品的花皱.由于一圈是
360
0
,考虑到设计加
工等方便,所以笔者设计成九把刀配合,每把刀的刀
尖角度为
40
0
,这样它们围成一圈正好是
360
0
.
对于刀具加工精度要求比较高,特别是刀具的
[收稿日期
]
2012
一
04
一
15
[基金项目]安徽水利水电职业技术学院科研项目
(201110)
[文献标识码]:
A
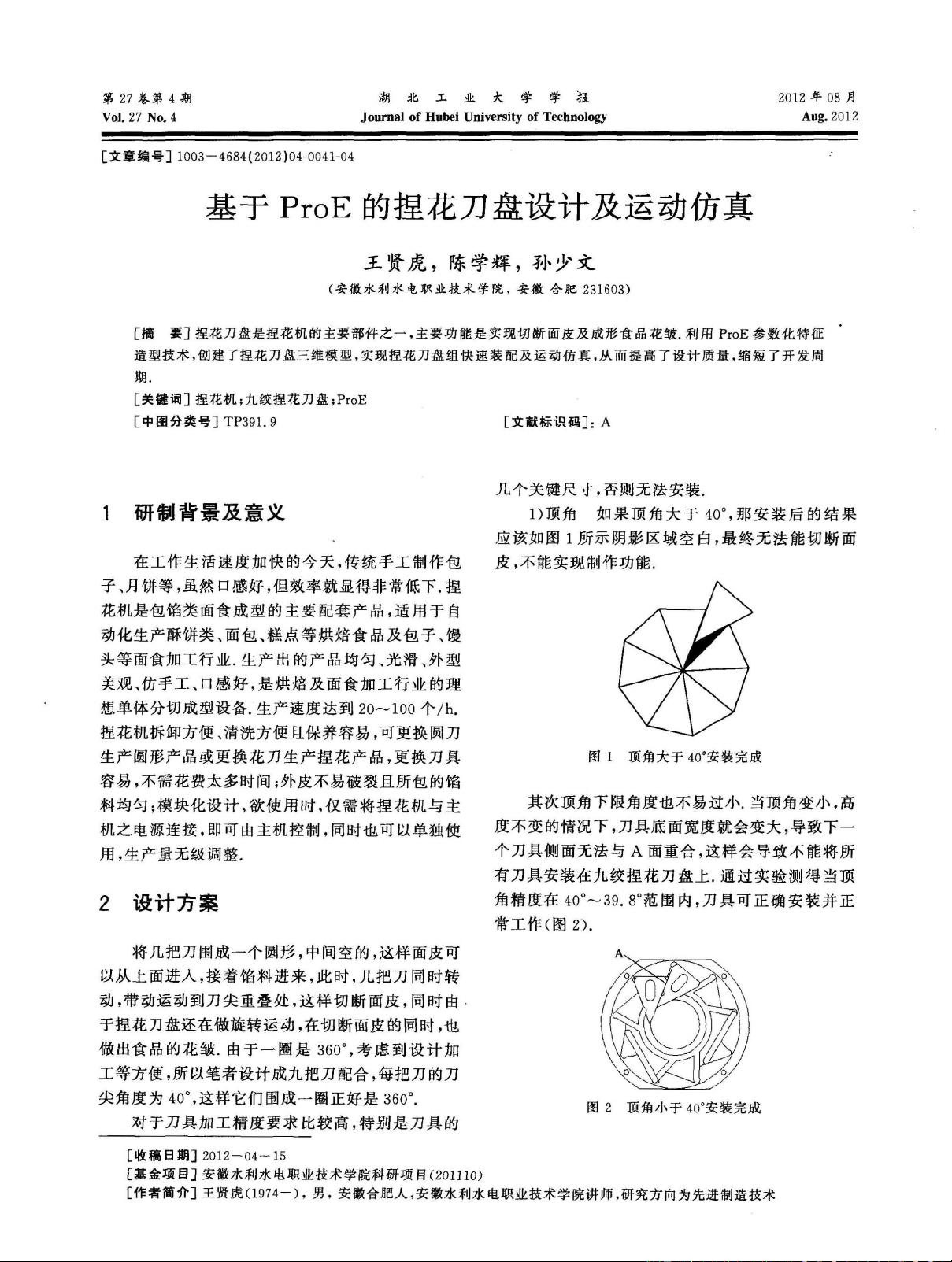
几个关键尺寸,否则无法安装.
1)顶角
如果顶角大于
40
0
,那安装后的结果
应该如图
1
所示阴影区域空白,最终无法能切断面
皮,不能实现制作功能.
图
I
顶角大于
40.
安装完成
其次顶角下限角度也不易过小.当顶角变小,高
度不变的情况下,刀具底面宽度就会变大,导致下一
个刀具侧面无法与
A
面重合,这样会导致不能将所
有刀具安装在九绞捏花刀盘上.通过实验测得当顶
角精度在
400~39.
8
0
范围内,刀具可正确安装并正
常工作(图
2).
图
2
顶角小于
40
0
安装完成
[作者简介]王贤虎(1
974
一)
.男,安徽合肥人,安徽水利水电职业技术学院讲师,研究方向为先进制造技术
资源评论


weixin_38519387
- 粉丝: 3
- 资源: 931









最新资源
- 【基于D-S证据的风机故障诊断程序】 证据理论 故障诊断 风机数据 1、风机典型传感器数据与三类典型故障标签; 2、基于朴素贝叶斯假设的基本信任分配函数; 3、对比传统DS证据方法,以及改进DS证据方
- Go编程入门:构建你的第一个Golang项目
- 履带行走抓取机器人sw18可编辑全套技术资料100%好用.zip
- 基于 SDN 的车辆网络、调度和路由中的电动汽车 (EV) 最佳充电方案32 电动汽车 (EV) 的最新发展引发了充电点和停车位的电力资源有限,还必须满足用户在时间和价格方面的偏好 本项目开发了一
- 数据驱动的建模与分析基础教程
- 内托自动装箱sw20可编辑全套技术资料100%好用.zip
- YOLO编程实战:从零构建图像识别项目基础教程
- 企业大厂应用级FPGA i2s verilog完整串口模块ip源代码,企业级应用源码,适合需要学习ic设计验证及soc开发的工程师 提供databook资料和verilog完整ip源代码 代码架构清
- 绿色无机蔬菜智能分选生产线sw17可编辑全套技术资料100%好用.zip
- EMD经验模态分解应用于流体力学流场数据的matlab程序 包含视频教程,实例数据和程序代码 流体力学,航空航天,船舶海洋,土木工程,能源动力专业必备
- 全自动炒菜机sw07可编辑全套技术资料100%好用.zip
- MATLAB[仿真2019b] 双馈风机,实现mppt,变速恒频及稳压控制
- 大厂的LLC设计资料,很详细的设计
- Simullink仿真 matlab2019 双馈风机-自励风机+他励风机,可实现MPPT 源侧,机侧,网侧参数都可观察
- 气压升降机sw21可编辑全套技术资料100%好用.zip
- 西南科技大学+竞赛与实践+私有链搭建
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


