
27
卷 第
2
期 北 京
Vol.27 No.2
2005 4 Journal of University of Science and Technology Beijing Apr. 2005
收稿日期
2004–05–23
修回日期
2005–01–17
基金项目 国家经贸委资助课题
(No.01BK-099-01)
作者简介 贺东风
(1975 )
男 博士研究生
薄板坯连铸连轧工艺具有物流关联性强 替
代性差 约束条件多等特点 其生产调度的复杂
性在于 炼钢和轧钢之间没有冷坯库 步进式加
热炉等长时间缓冲设备 各生产设备不具有缓冲
能力或缓冲能力很小 因此难以调整生产节奏以
保证工序间的生产组织最佳
[1]
两流薄板坯连铸连轧流程的生产调度是一
种多工件 多工序 多机和多目标的特殊的
Job–
Shop
调度问题
[2]
Job–Shop
调度问题是
NP
完全问
题中最困难的问题之一 利用遗传算法解决
Job–
Shop
调度问题已成为一个研究热点
[3]
一般工件
加工的调度问题只要确定每台机床上加工工件
的顺序 然后根据尽早加工的原则 就可以确定
每一工件每一道工序的加工起始时间
[4]
由此 利
用遗传算法解决加工工件的顺序就能得到问题
的解 而薄板坯连铸连轧流程具有钢水温降等限
制和最大连浇 最短等待时间等调度目标
[5]
仅仅
解决炉次的处理工位和处理顺序是不够的 需要
确定每个炉次在每个工位的开始 结束处理时
刻 为此需要开发出新的遗传算法 本调度系统
采用遗传算法和调度规则相结合的混合遗传算
法为珠钢解决两流薄板坯连铸连轧流程的生产
调度问题
1
调度模型
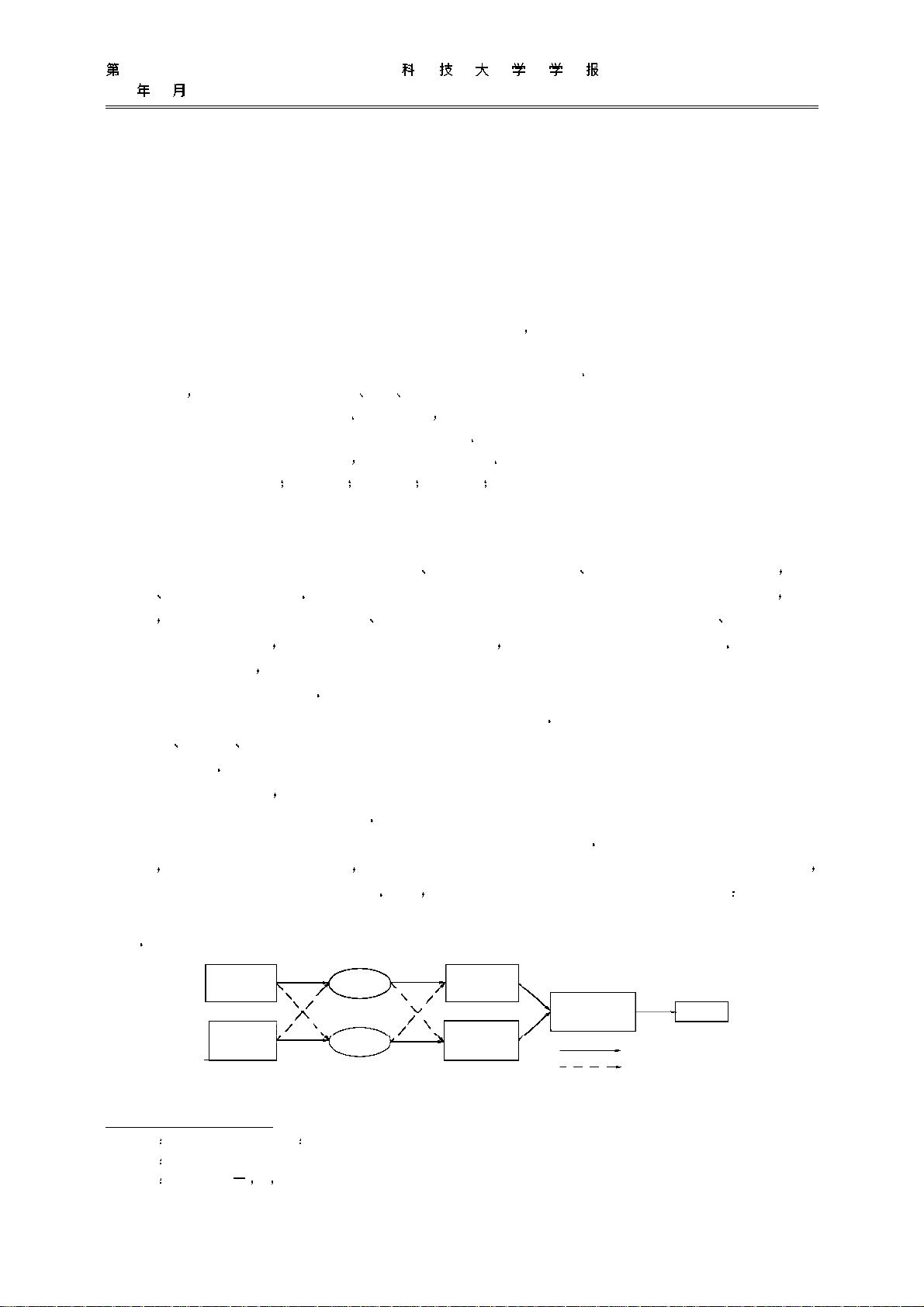
珠钢两流薄板坯连铸连轧流程主要工位及
工艺路径如图
1
根据珠钢两流薄板坯连铸连轧流程的特点
首先对流程的生产调度作如下简化
(1)
整条生产线简化为如图
1
所示的
8
个主要
工位
.
因为中间的运输时间和辅助工序的操作时
基于混合遗传算法的两流薄板坯
连铸连轧流程生产调度系统
贺东风 田乃媛
北京科技大学冶金与生态工程学院 北京
100083
摘 要 首先建立了两流薄板坯连铸连轧流程生产调度规则库 然后根据该生产流程的特
点 提出了遗传算法新的编码 交叉 变异操作及改良的概念
,
并在遗传算法的初始种群建立
和改良过程中引入调度规则 在此基础上 利用调度规则和遗传算法相结合的混合遗传算法
建立了两流薄板坯连铸连轧流程生产调度系统 该调度系统可以较好地解决两流薄板坯连
铸连轧流程的动态调度问题 进一步优化生产组织
关键词 薄板坯 连铸连轧 生产管理 动态调度 混合遗传算法
分类号
TF087; TP319
图
1
珠钢两流薄板坯连铸连轧流程主要工位及工艺路径
Fig.1 Flow chart of the CSP production line in Zhusteel of China
1
#
电炉
2
#
电炉
1
#
LF
炉
2
#
LF
炉
1
#
连铸机
2
#
连铸机
两流棍底式
精轧机组
主要工艺路径
次要工艺路径
加热炉
资源评论













