

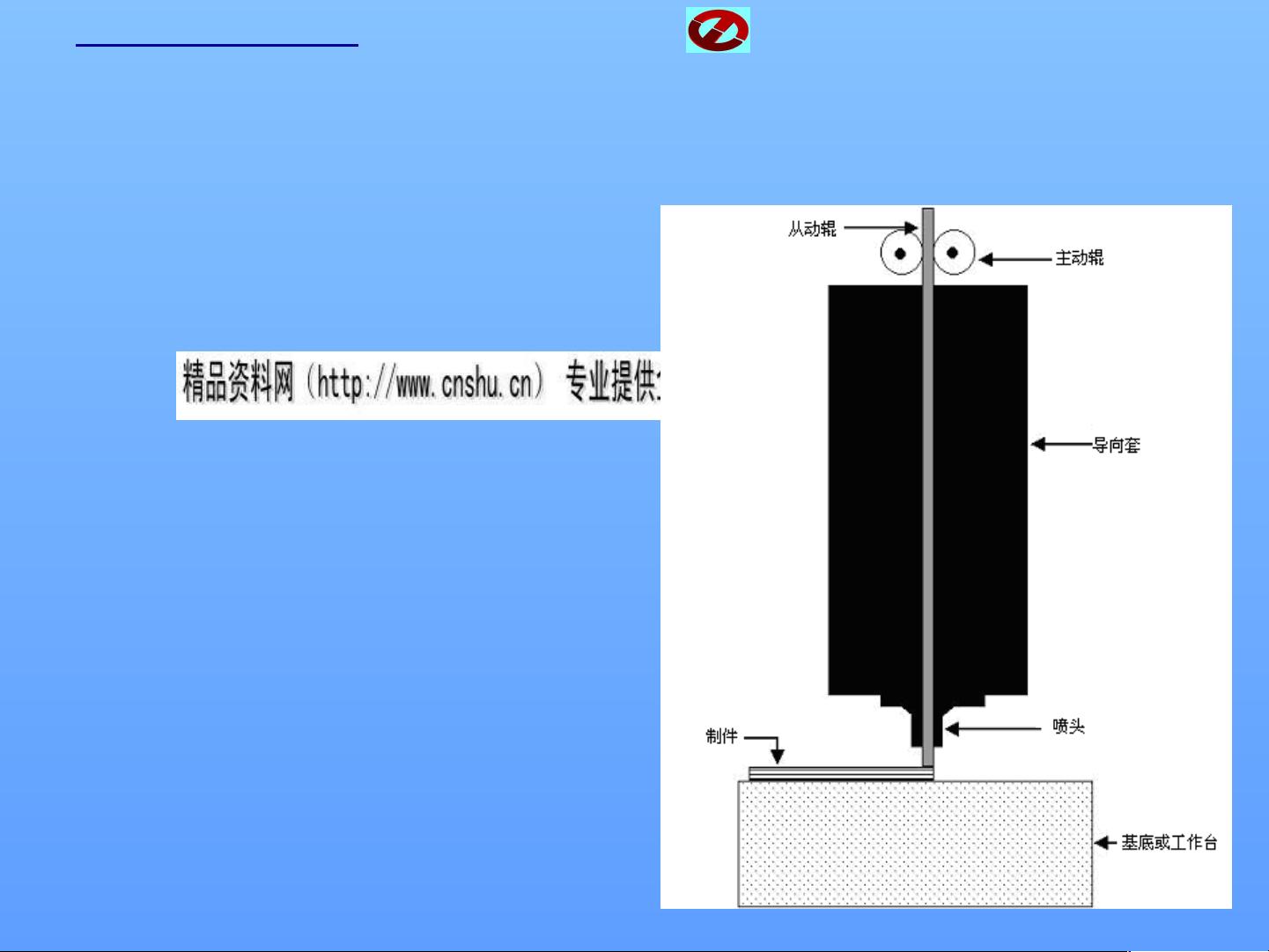
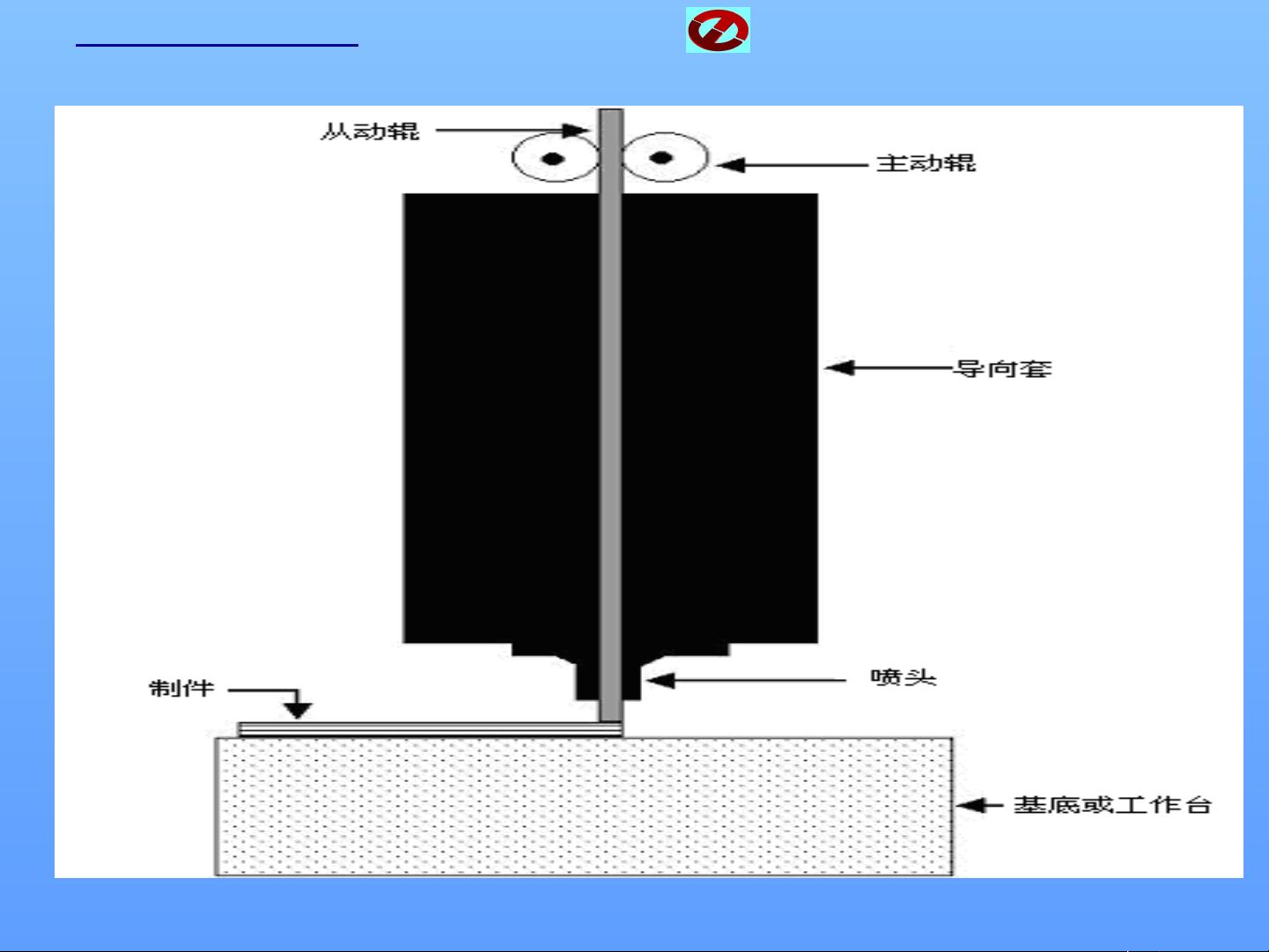
第五节 熔融沉积快速成型工艺
熔融沉积快速成型( Fused Deposition Modeling ,简称 FDM )是继光
固化快速成型和叠层实体快速成型工艺后的另一种应用比较广泛的快速成型
工艺。该工艺方法以美国 Stratasys 公司开发的 FDM 制造系统应用最为广泛。
该公司自 1993 年开发出第一台 FDM1650 机型后,先后推出了 FDM2000 、
FDM3000 、 FDM8000 及 1998 年推出的引人注目的 FDM Quantum 机
型, FDM Quantum 机型的最大造型体积达到 600mm×500mm×600mm 。国
内的清华大学与北京殷华公司也较早地进行了 FDM 工艺商品化系统的研制
工作,并推出熔融挤压制造设备 MEM 250 等。
模具工程技术研究中心
METRC
ξ2 快速成型制造工艺


剩余63页未读,继续阅读
资源评论


收藏哲173
- 粉丝: 8
- 资源: 30万+









最新资源
- 第4章 手机平板要兼顾-探究碎片.pdf
- 字节跳动DeepSeek多模态AI模型在NLP任务中的强大能力及其广泛商业应用
- 全面解析GitHub高级搜索功能及实用技巧
- Java基于springboot的物业管理系统项目源码+数据库(高分毕设项目).zip
- 深度解析卷积神经网络(CNN)基本结构与广泛应用领域
- 基于SpringBoot+vue的足球社区管理系统.zip
- 算法领域:高效快速排序的技术解析及其Python实现
- 风储系统,风电场功率调节优化控制,使用模型预测控制策略,可以做成4个风电场之间的功率调节,也可以针对单个风电场中风机的分配
- .基于javaweb的仓库管理系统.zip
- 文件读取失败异常解决办法.md
- 基于Springboot+Vue医疗挂号管理系统-毕业源码案例设计(源码+数据库).zip
- 基于Springboot+Vue医院管理系统毕业源码案例设计(高分项目).zip
- 基于Springboot+Vue疫苗发布和接种预约系统-毕业源码案例设计(高分项目).zip
- 详解MySQL时区设置方法及注意事项
- 风-储系统仿真模型;通过模糊逻辑控制策略驱动蓄电池变器运行,以达到为电网提供惯量的目的 可以实现功率平滑输出
- 基于Springboot+Vue校园外卖服务系统设计与实现-毕业源码案例设计(高分项目).zip
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


