【焊接技术概述】
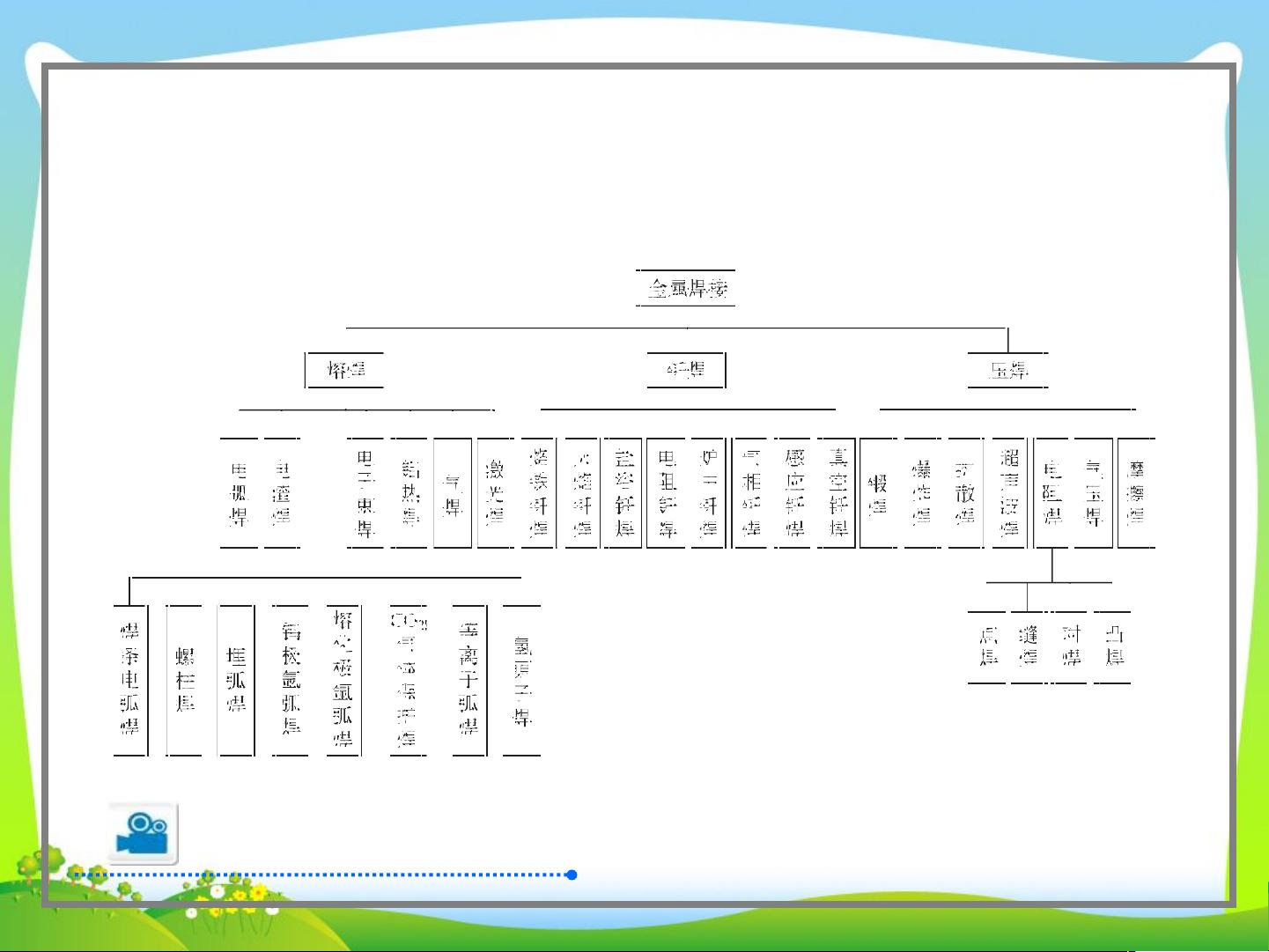
焊接技术是将分离的金属部件通过加热或加压,有时结合使用填充材料,形成永久性连接的一种工艺。它具有多种类型,包括熔焊、钎焊和压焊。
1. **熔焊**:熔焊是通过加热焊件至熔化状态,不施加外力来完成焊接。这种方法常用于各种金属材料的连接,如钢结构的组装。
2. **钎焊**:在钎焊中,使用熔点低于母材的金属作为钎料,加热后使其润湿母材,填充接头间隙,通过扩散作用实现连接。这种方式适合对温度敏感或者要求低热输入的场合。
3. **压焊**:压焊则需要在焊接过程中对焊件施加压力,可以是加热状态或非加热状态,如电阻焊、摩擦焊等,主要用于紧密配合零件的连接。
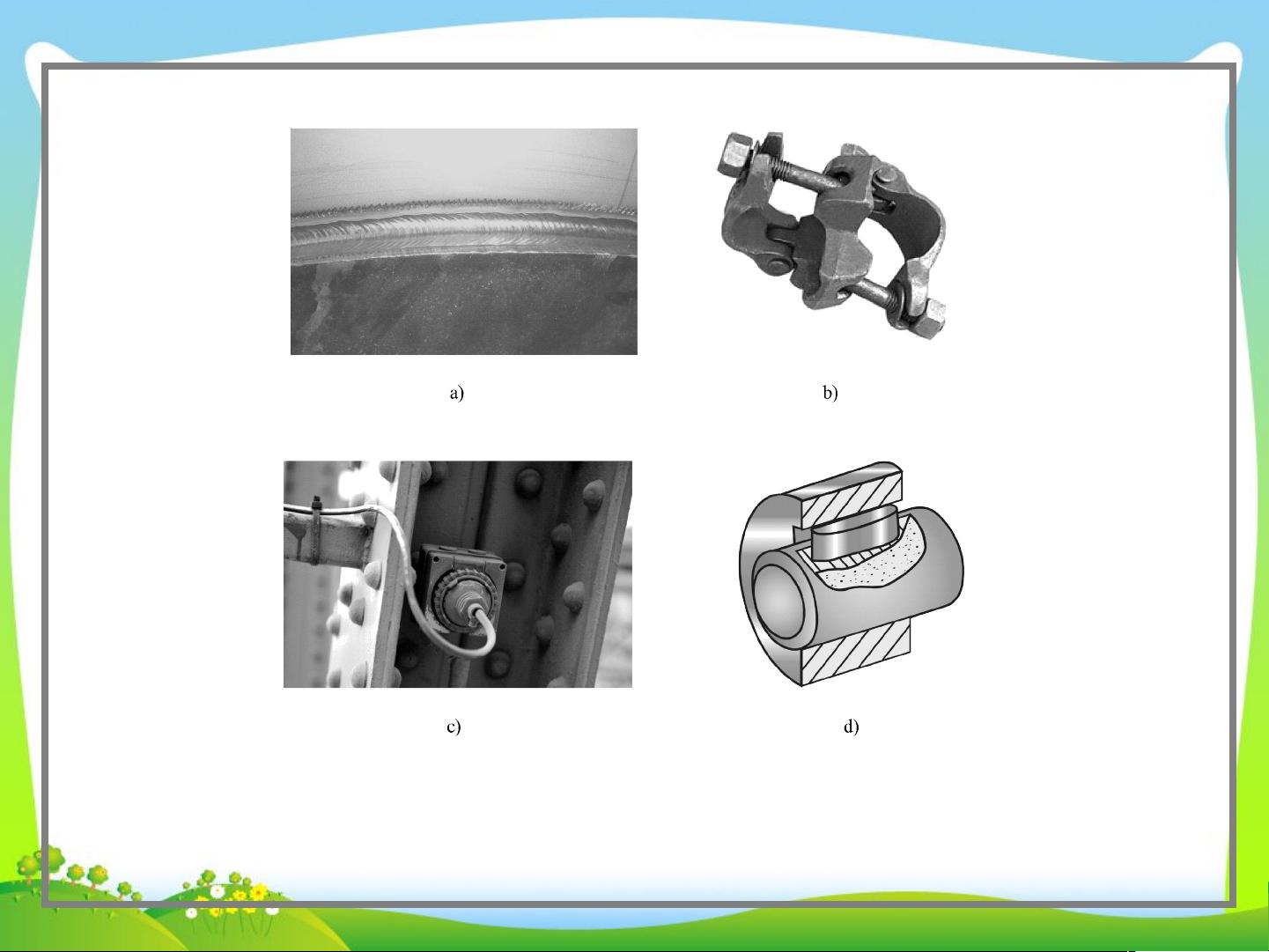
焊接技术相比传统连接方法,如铆接和铸造,有其独特优势:
- **与铆接对比**:焊接无需预制铆钉,减少了材料消耗,同时焊接结构通常更坚固,尺寸精度更高。
- **与铸造对比**:焊接工艺简化了生产流程,缩短周期,且焊接结构往往具备更好的机械性能和成本效益。
焊接技术的特点还体现在其优缺点:
**优点**:焊接可灵活选用不同材质以适应不同工况,提高结构性能;并且,焊接可以实现复杂几何形状的连接,无法通过其他方法实现。
**缺点**:焊接过程可能产生应力和变形,影响结构稳定性;焊缝可能存在缺陷,降低整体质量;同时,焊接过程中可能产生有害气体,对操作人员健康构成威胁。
随着科技的发展,焊接技术的应用日益广泛,如多丝埋弧焊在大型结构制造中的应用,焊接机器人在汽车行业的普及,以及在重大工程中的应用,如三峡水轮机转轮的制造和北京奥运会主体育场“鸟巢”的建设。
【焊接热源】
焊接热源是焊接过程中提供能量的关键。其中,焊接电弧是最常见的热源。
1. **焊接电弧**:是由两电极间或电极与母材间的放电现象,是焊接的主要热源。电弧的产生依赖于气体电离和阴极电子发射。
2. **焊接电弧的引燃**:可以通过接触引弧(如划擦法和直击法)或非接触引弧(如高频高压引弧和高压脉冲引弧)来点燃电弧。非接触引弧通常需要借助引弧器。
3. **电弧的构造**:电弧分为阴极区、弧柱和阳极区,每个区域有不同的物理和化学特性。
4. **电弧的静特性**:焊接电弧的静特性曲线描述了在电极材料、气体介质和弧长固定时,电流与电压的关系,这对于理解和控制焊接过程至关重要。
焊接电弧的特性分析对于优化焊接参数,提高焊接质量和效率,减少焊接缺陷具有重要意义。随着科技的进步,焊接技术将不断向智能化、自动化方向发展,为各行各业提供更高效、更安全的连接解决方案。