

常用数控系统:
德国 SIEMENS 数控系统( FM-NC/802S/802C/802D/810D/840D/840Di )
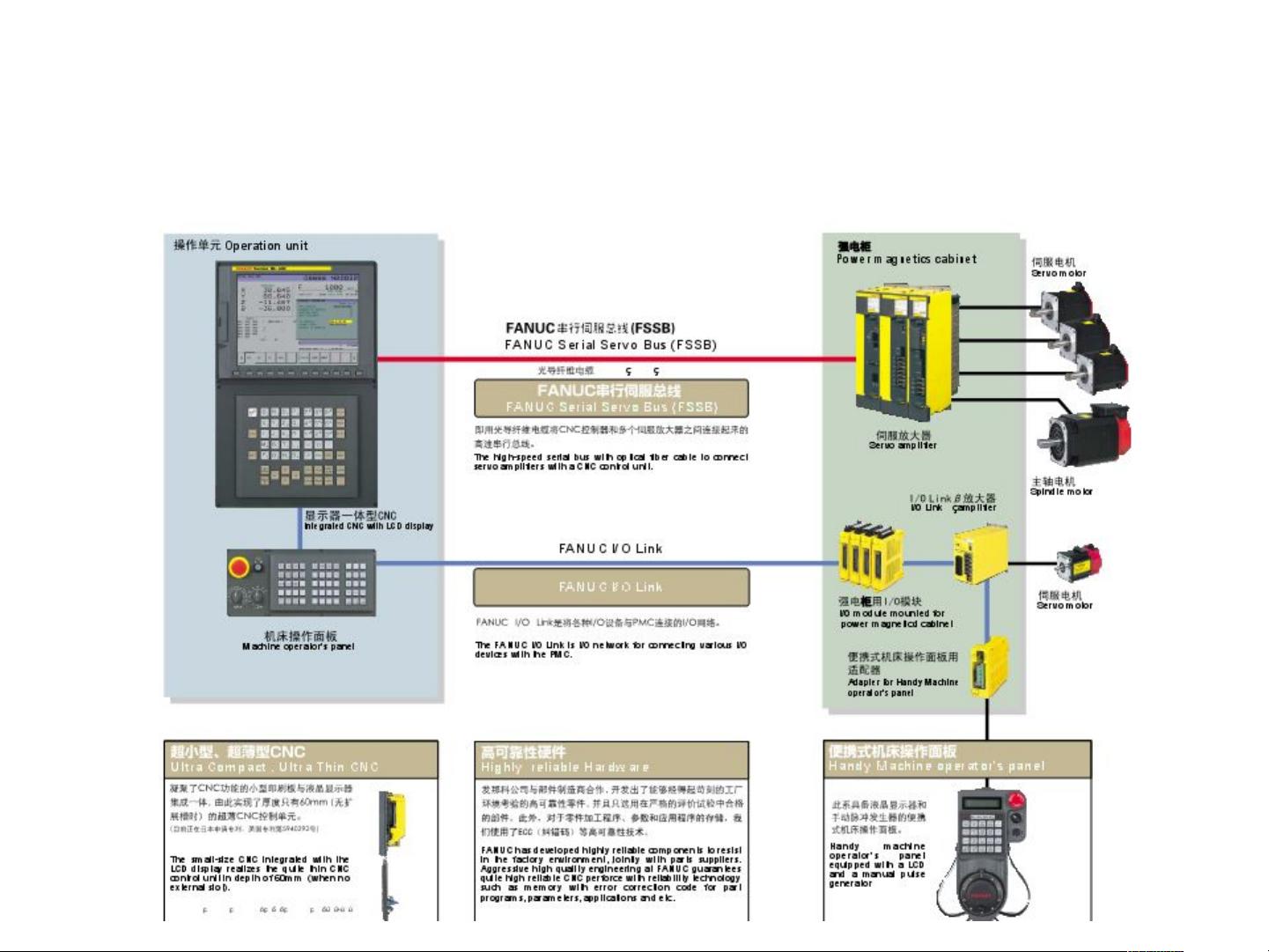
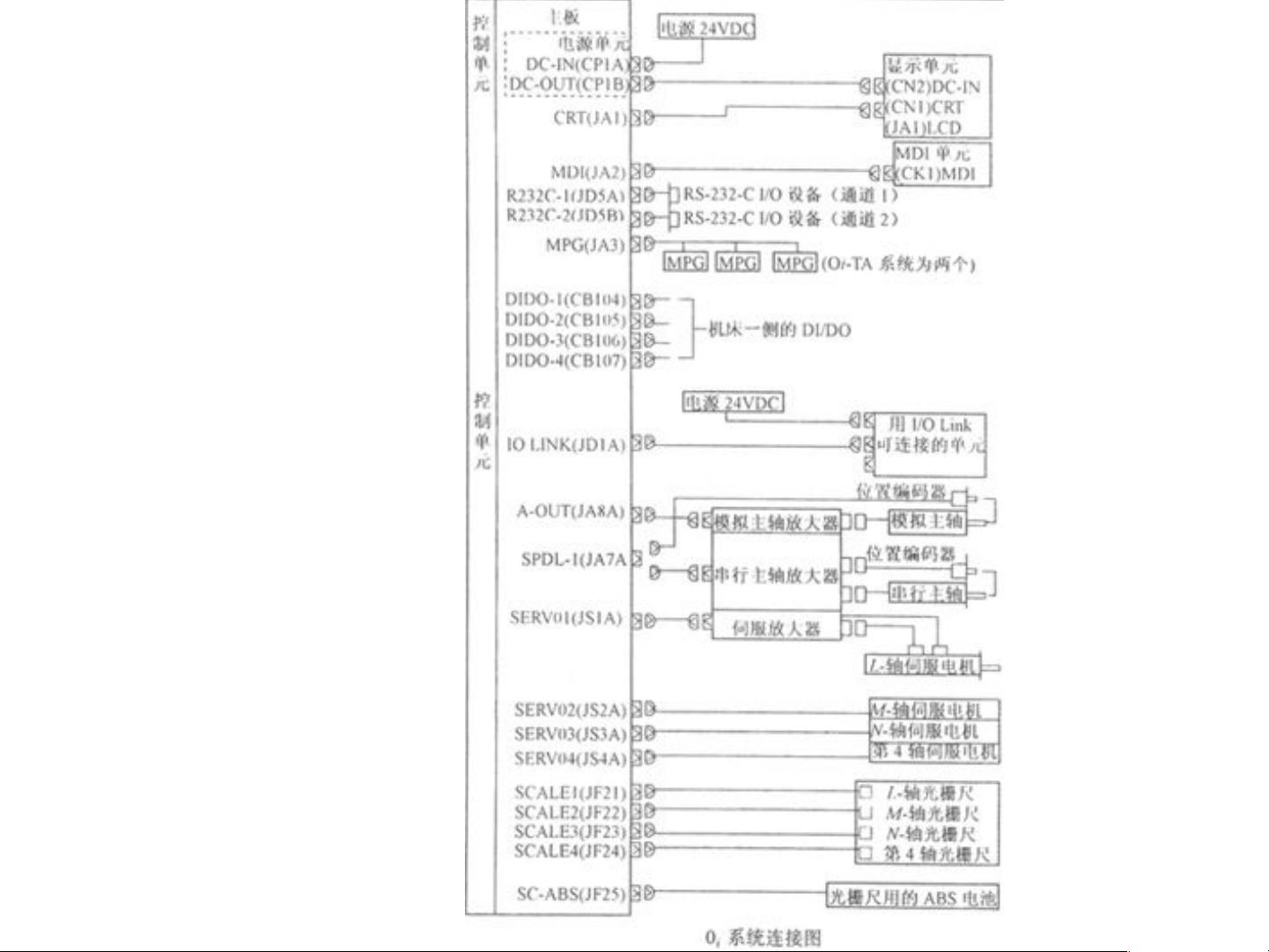
日本 FANUC ( POWER-MATE , 0/0i , 16i/18i/21i ,最新的 30i 系统)
日本三菱电机
西班牙 FAGOR ( 8025/8030/8040/8050/8055-i )
法国 NUM ( 1020/1040/1060/1050 )
德国博世力士乐 ( Bosch Rexroth)
华中数控 航天数控 蓝天数控 广州数控


剩余26页未读,继续阅读
资源评论


收藏哲173
- 粉丝: 8
- 资源: 30万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 使用Python和Pygame实现圣诞节动画效果
- 数据分析-49-客户细分-K-Means聚类分析
- 企业可持续发展性数据集,ESG数据集,公司可持续发展性数据(可用于多种企业可持续性研究场景)
- chapter9.zip
- 使用Python和Pygame库创建新年烟花动画效果
- 国际象棋检测10-YOLO(v5至v11)、COCO、CreateML、Paligemma、TFRecord、VOC数据集合集.rar
- turbovnc-2.2.6.x86-64.rpm
- 艾利和iriver Astell&Kern SP3000 V1.30升级固件
- VirtualGL-2.6.5.x86-64.rpm
- dbeaver-ce-24.3.1-x86-64-setup.exe
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


