
任务 5.2 大力神杯五轴加工
本次任务以大力神杯为例,进行五轴加工,即 XYZ 三个线性轴加上 A、B 轴旋转轴。着重
讲解典型五轴加工零件的加工工艺方法和刀路优化技巧。
图 5-42 大力神杯模型
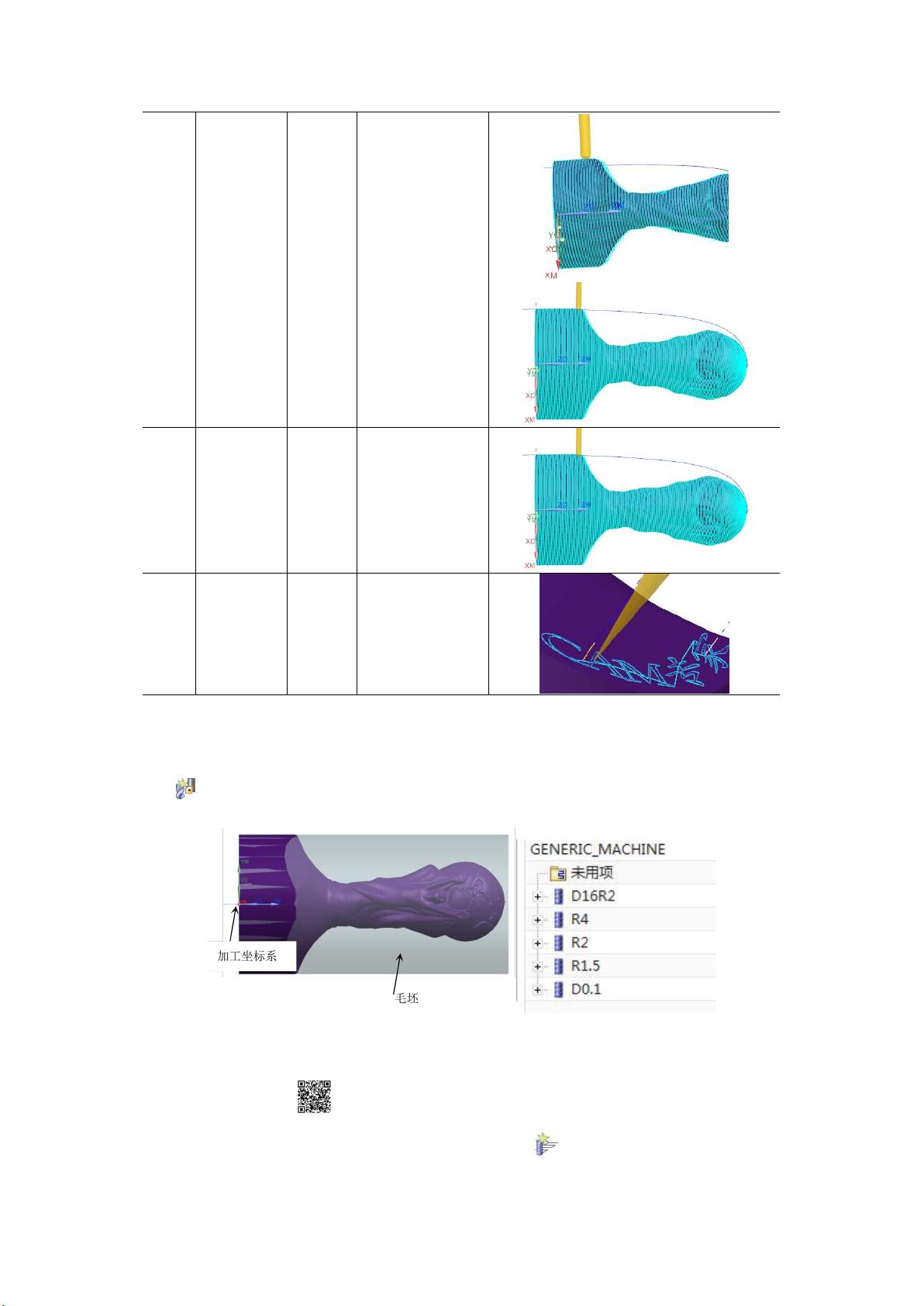
5.2.1 刀具选择
该零件结构由回转曲面构成,零件整体尺寸为
42×30
,造型复杂,曲面凹凸不平,球刀尺
寸尽量小,以保证曲面造型精准。拟采用
D16R2
圆鼻刀、
R4
、
R1.5
球刀、
D0.1
刻字刀。
5.2.2 加工工艺规划
根据零件结构特点,拟采用的加工工艺规划见表 5-3。
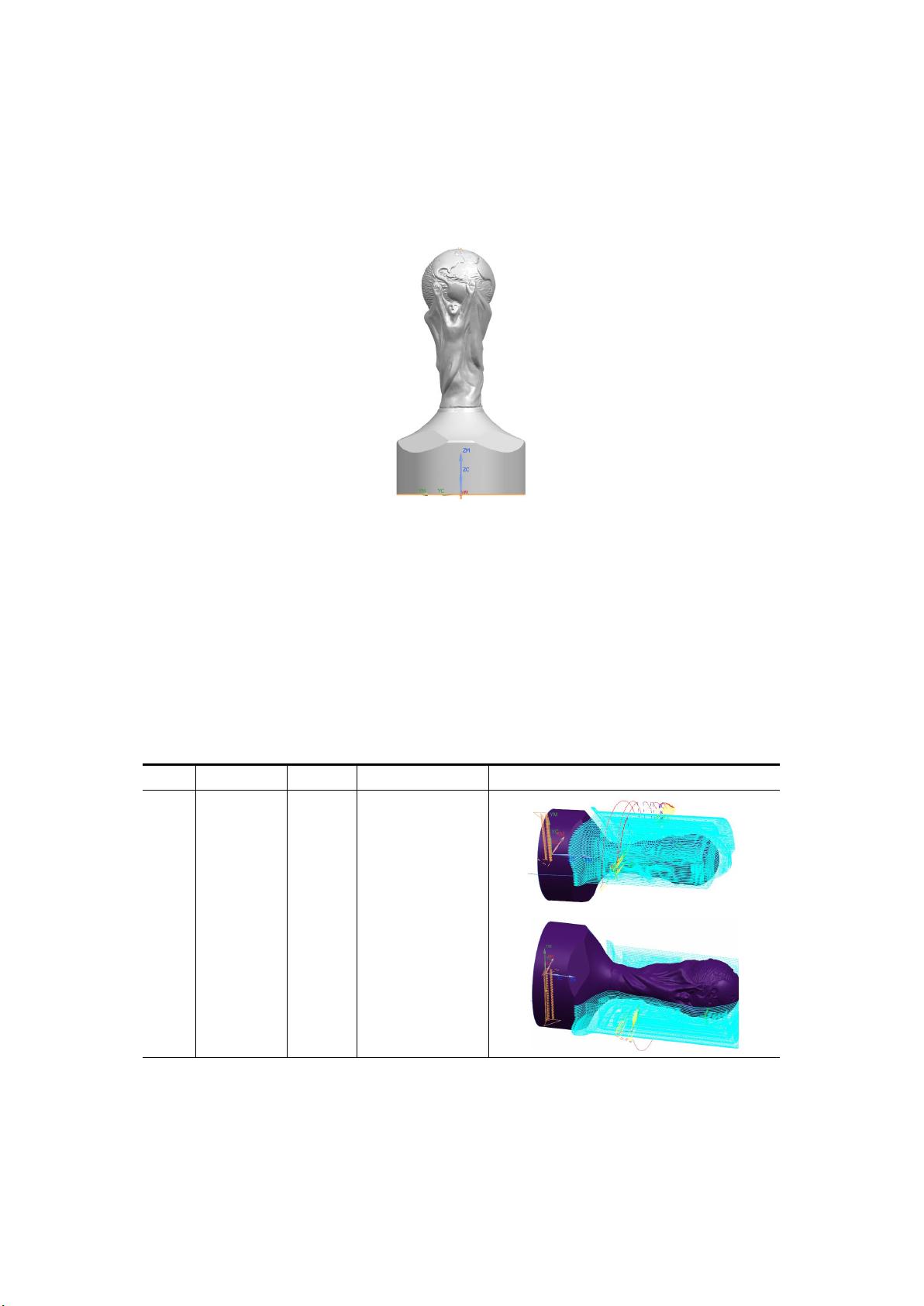
表 5-3 加工工艺规划
序 号
工 步
刀具
加 工 策 略
模拟刀路
1
整体开粗
D16R2
型腔铣
(Cavity_Mill)

剩余10页未读,继续阅读






评论1
最新资源