冲孔落料弯曲复合模具设计.doc
版权申诉
169 浏览量
2023-02-02
18:15:35
上传
评论
收藏 556KB DOC 举报

1 绪 论
改革开放以来,随着国民经济的高速发展,工业产品的品种和数量的不断增
加,更新换代的不断加快,在现代制造业中,企业的生产一方面朝着多品种、小
批量和多样式的方向发展,加快换型,采用柔性化加工,以适应不同用户的需要;
另一方面朝着大批量,高效率生产的方向发展,以提高劳动生产率和生产规模来
创造更多效益,生产上采取专用设备生产的方式。模具,做为高效率的生产工具
的一种,是工业生产中使用极为广泛与重要的工艺装备。采用模具生产制品和零
件,具有生产效率高,可实现高速大批量的生产;节约原材料,实现无切屑加工;
产品质量稳定,具有良好的互换性;操作简单,对操作人员没有很高的技术要求;
利用模具批量生产的零件加工费用低;所加工出的零件与制件可以一次成形,不
需进行再加工;能制造出其它加工工艺方法难以加工、形状比较复杂的零件制品;
容易实现生产的自动化的特点。
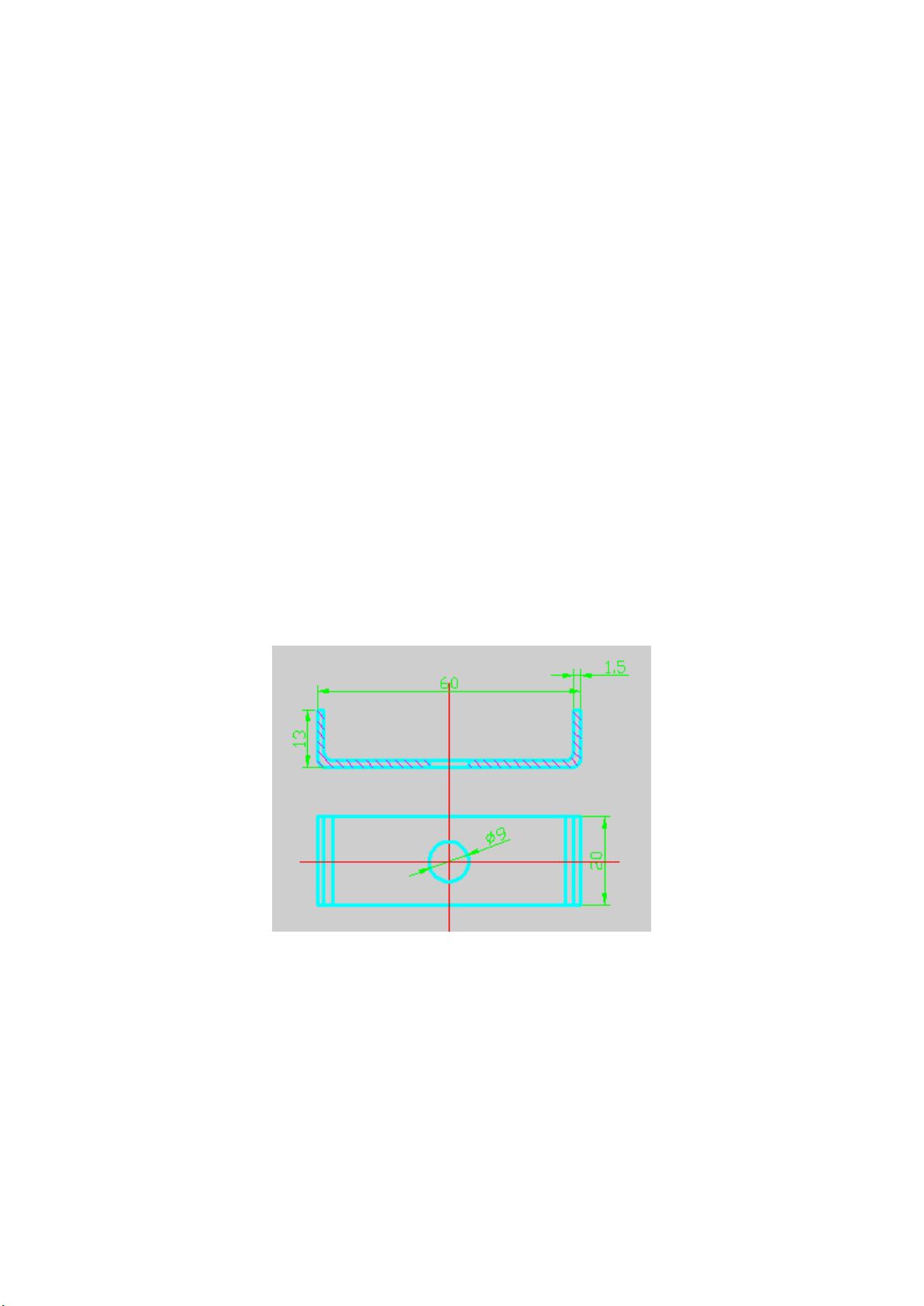
2 弯曲件的工艺分析
图 2—1 零件图
如图 2—1 所示零件图。
生产批量:大批量;
材料: LY21-Y;
该材料,经退火及时效处理,具有较高的强度、硬度,适合做中等强度的零
件。
尺寸精度:按公差 IT14 查出来的。尺寸精度较低,普通冲裁完全能够。


剩余44页未读,继续阅读
资源评论


猫一样的女子245
- 粉丝: 95
- 资源: 2万+









最新资源
- HTML+CSS制作的个人博客网页.zip
- IMG_20240521_094903.jpg
- 基于htmlde 爱心代码,但HTML网页源码.zip
- 51单片机实现LED流水灯
- 基于Python的obEspoir分布式游戏框架设计源码
- 基于python的机械设计实用计算器,可计算电动机,传动装置,V带轮,齿轮,轴,轴承的几何或者力,运动学参数数值+源码+开发文档
- 基于HTML +JavaScript的元旦倒计时代码.docx
- 【Unity资源免费分享】孩子益智小游戏unity 5x系列Baby Doll House Cleaning
- 【资源免费分享】集市游戏(uniyt案例)
- 数据整理结果 2023-12-7 192544 6.dta
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


