微电机壳机械加工工艺过程卡片资料.doc
版权申诉
103 浏览量
2023-02-02
18:13:33
上传
评论
收藏 716KB DOC 举报

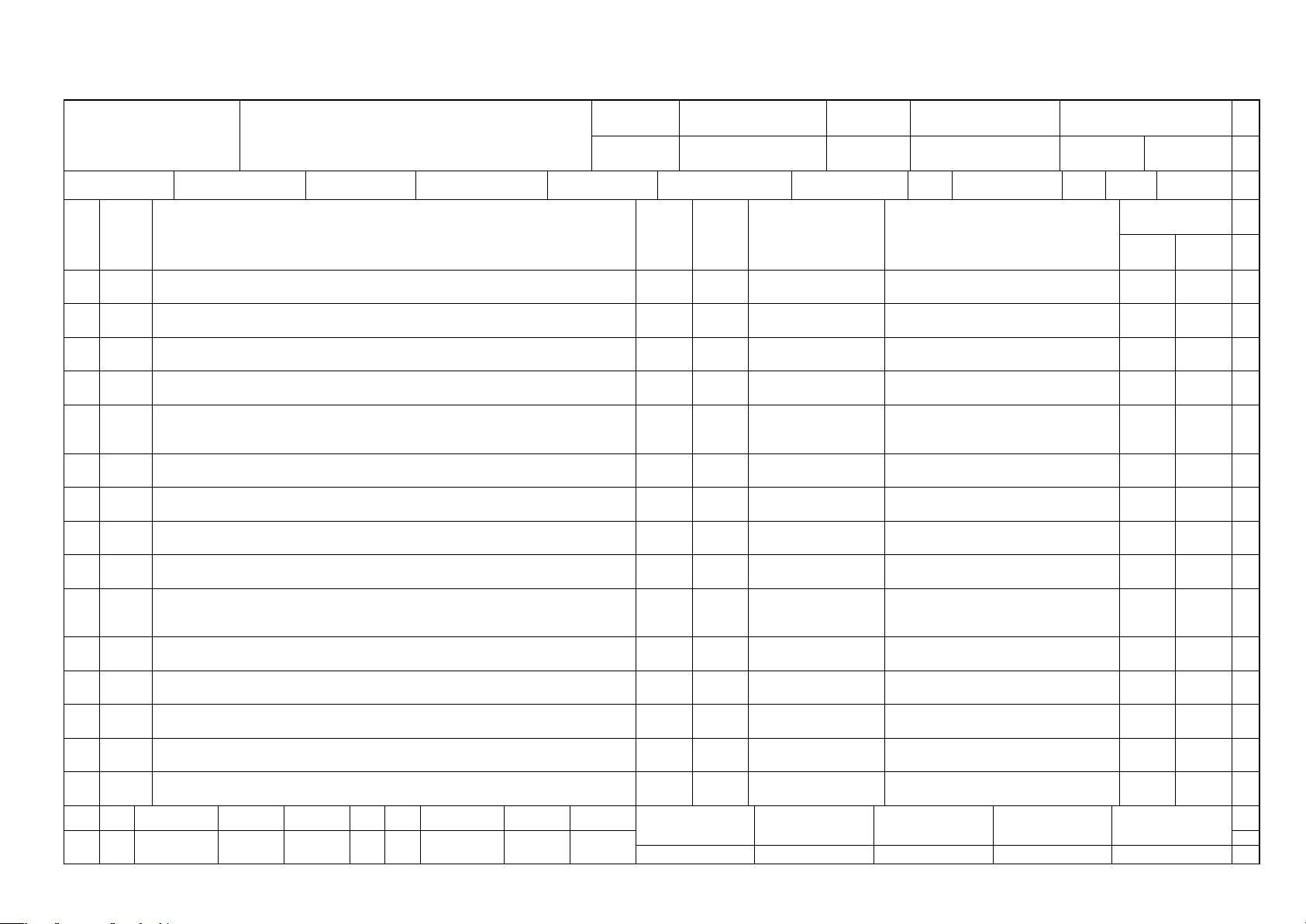
产品型号
零件图号
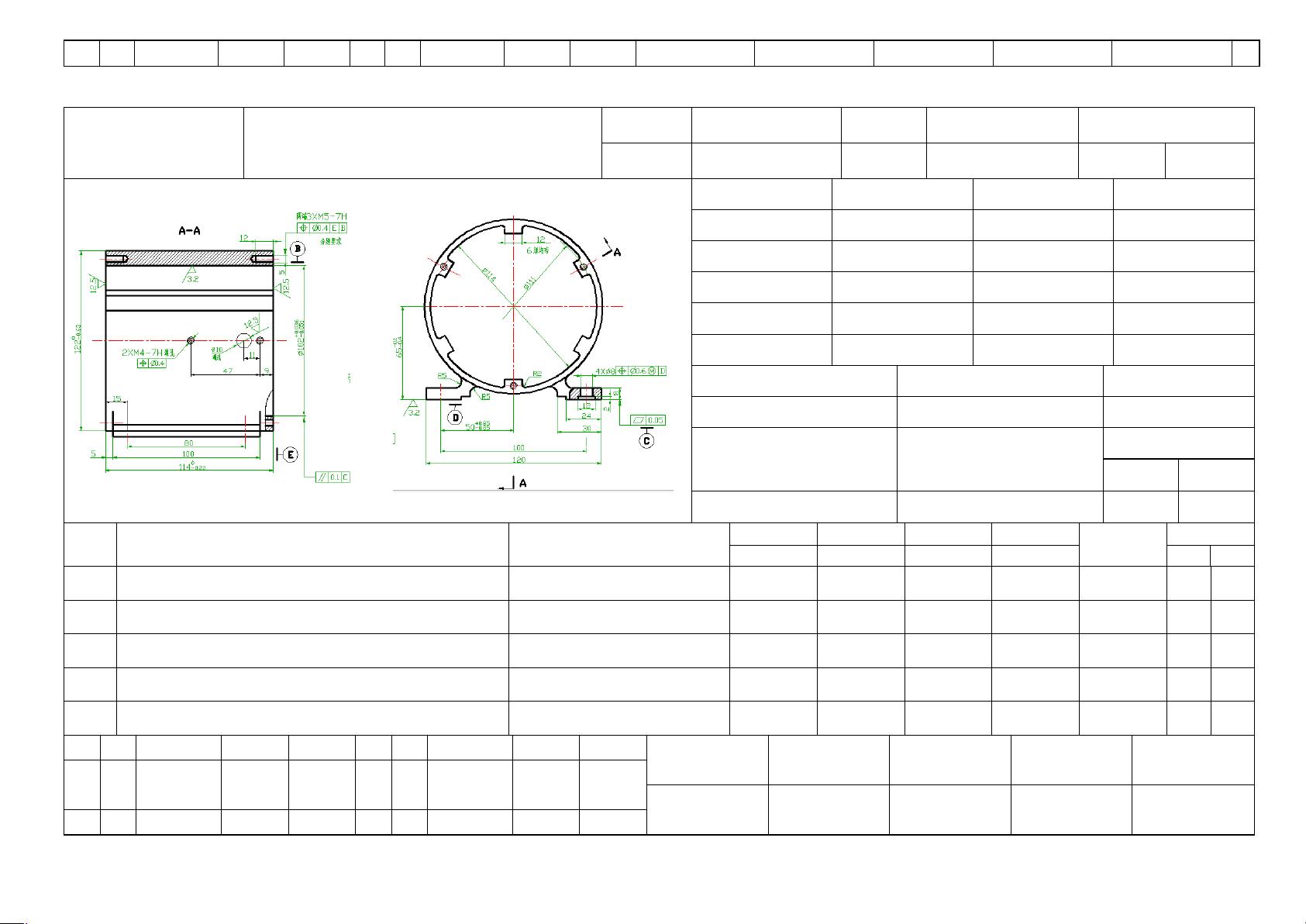
微电机壳
机械加工工艺过程卡片
产品名称
零件名称
微电机壳
共
10
页
第
1
页
材 料 牌 号
HT200
毛 坯 种 类
铸铁
毛坯外形尺寸
114*122*126mm
每毛坯件数
1
每 台 件 数
备 注
工 时
工
序
号
工 名
序 称
工 序 内 容
车
间
工
段
设 备
工 艺 装 备
准终
单件
1
备料
2
铸造
锻造毛坯
铸工
3
清砂
清砂
金工
4
热处理
退火(消除内应力) 人工时效
金工
5
铣
粗铣底座底面
金工
XA6132 卧式铣
床
专用夹具 高速钢圆柱铣刀
6
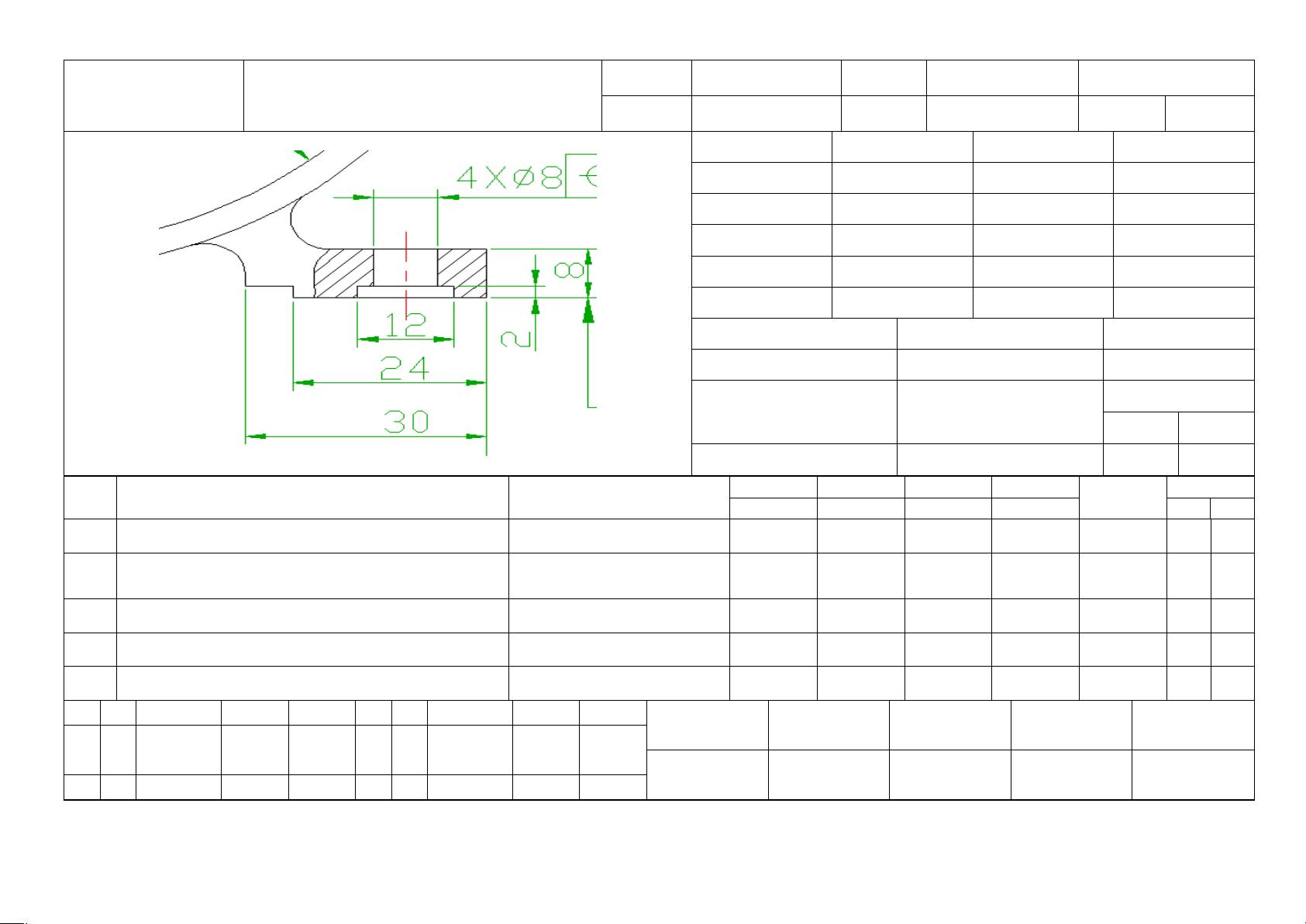
钻孔
划线,钻削底座上φ7.8mm 的孔(不到尺寸
金工
Z535 立式钻床
专用夹具 高速钢复合钻头
7
扩孔
按孔端面找正压紧扩孔到φ8mm
金工
Z535 立式钻床
专用夹具
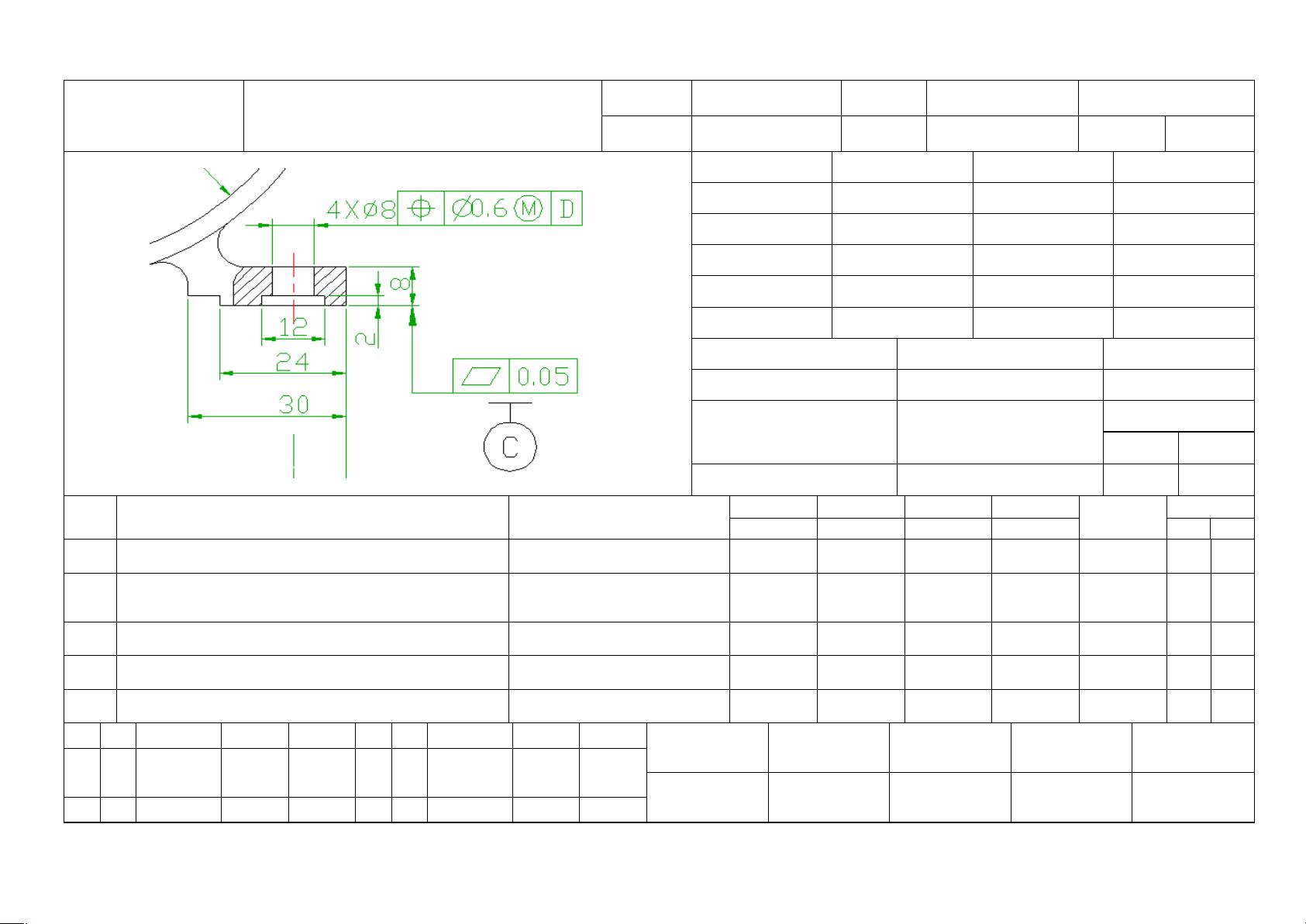
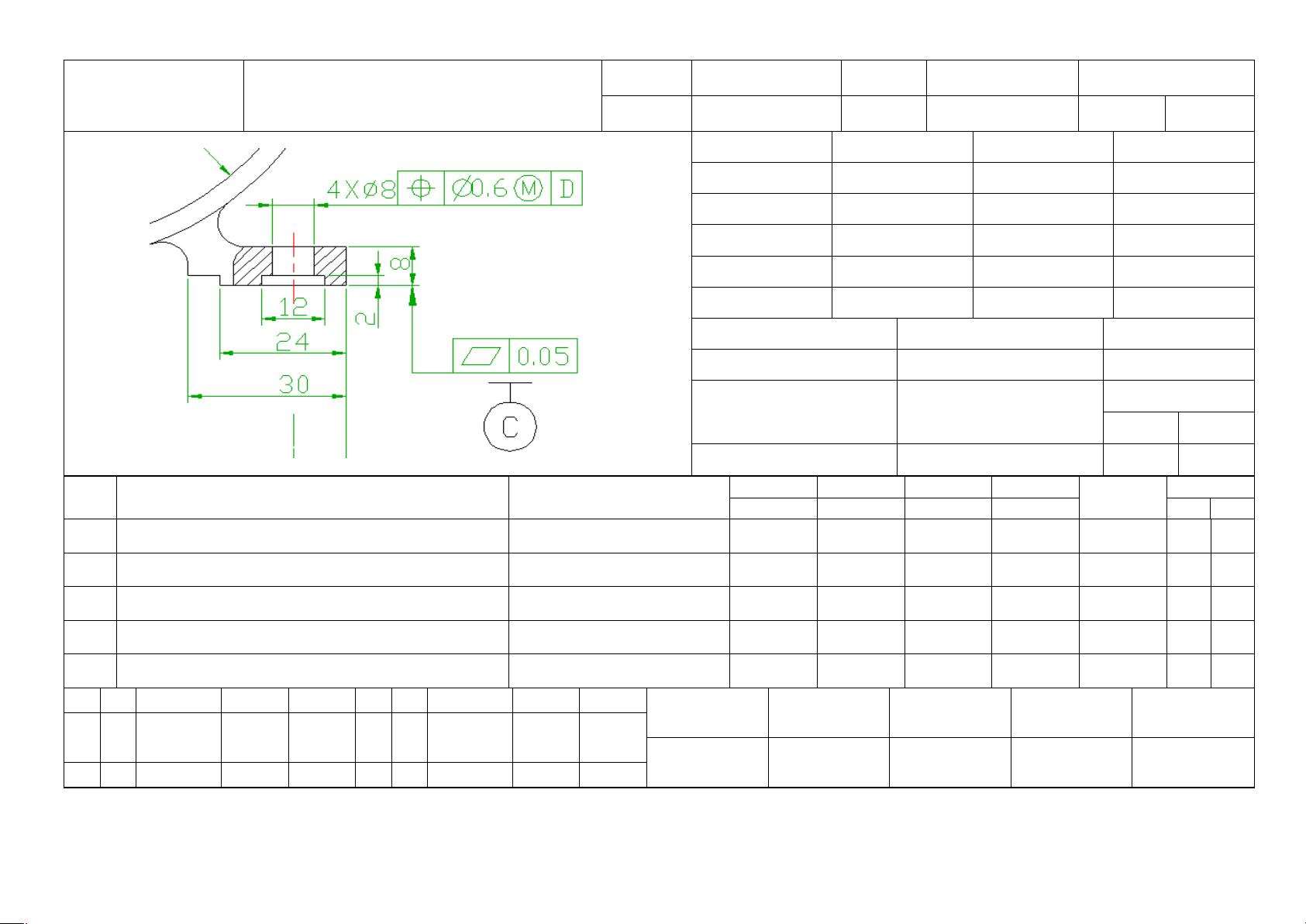
8
镗孔
从底座底面镗φ8mm 到φ12mm 鍯头沉孔 2mm
金工
Z535 立式钻床
专用夹具
9
车
粗车φ122mm 两个端面
金工
CA6140 车床
专用夹具
10
铣
粗铣车内圆中的 6 个肋板表面和外圆表面及底座上表面
金工
XA6132 卧式铣
床
专用夹具
11
钻孔
划线,钻外表面上 2×M4—7H 的底孔,φ10mm 通孔
金工
Z535 立式钻床
专用夹具
12
攻螺纹
用丝锥攻 2×M4—7H 螺纹
金工
Z535 立式钻床
专用夹具
13
攻螺纹
攻两端面 3×M5---7H
金工
Z535 立式钻床
专用夹具
14
去毛刺
去除全部毛刺
钳工
钳工台
15
终检
按零件图样要求全面检查
质检
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
何锦
剩余22页未读,继续阅读
资源评论


猫一样的女子245
- 粉丝: 95
- 资源: 2万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP











