

产品型号
零件图号
湖北工业大学
机械加工工艺过程卡片
产品名称
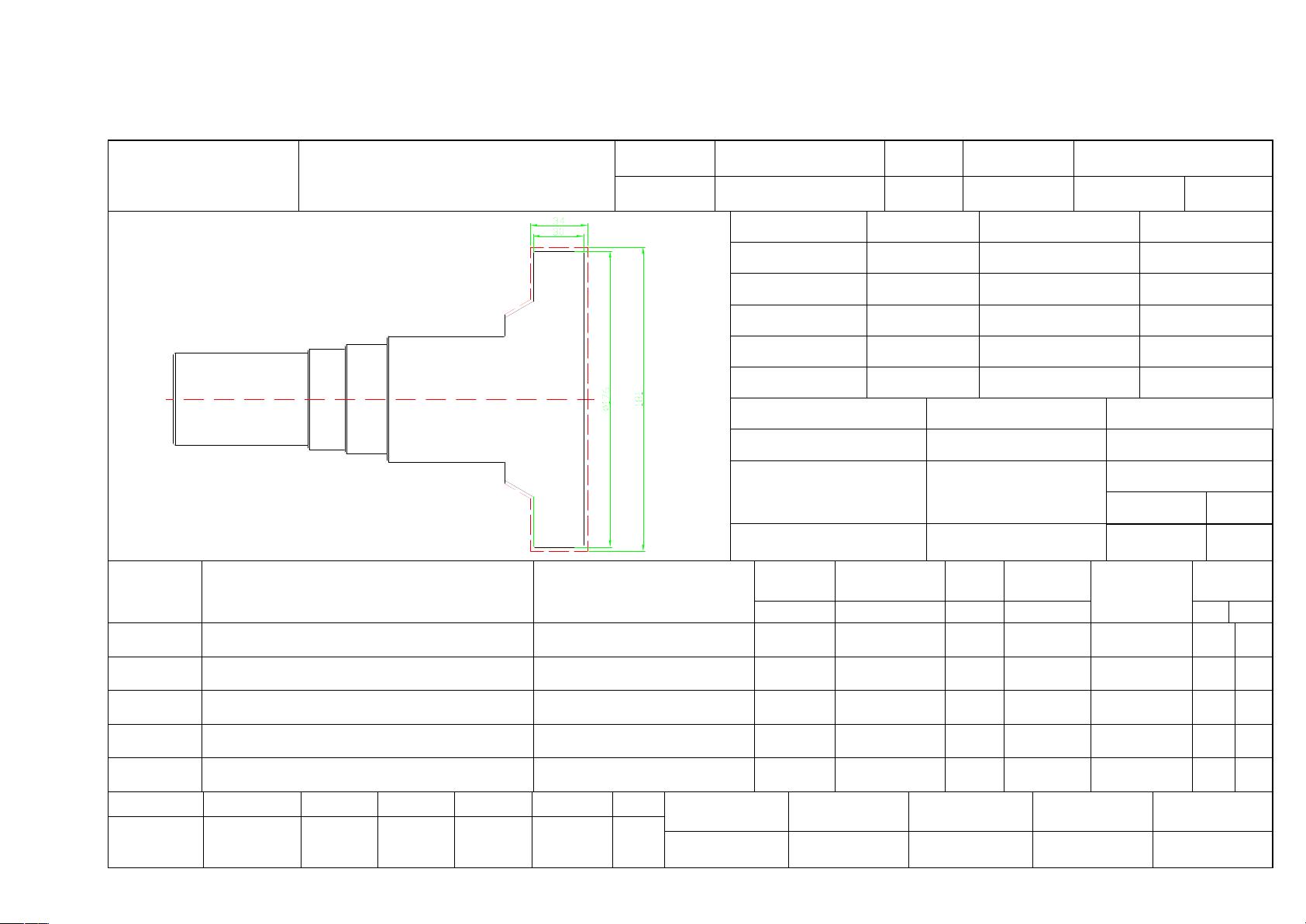
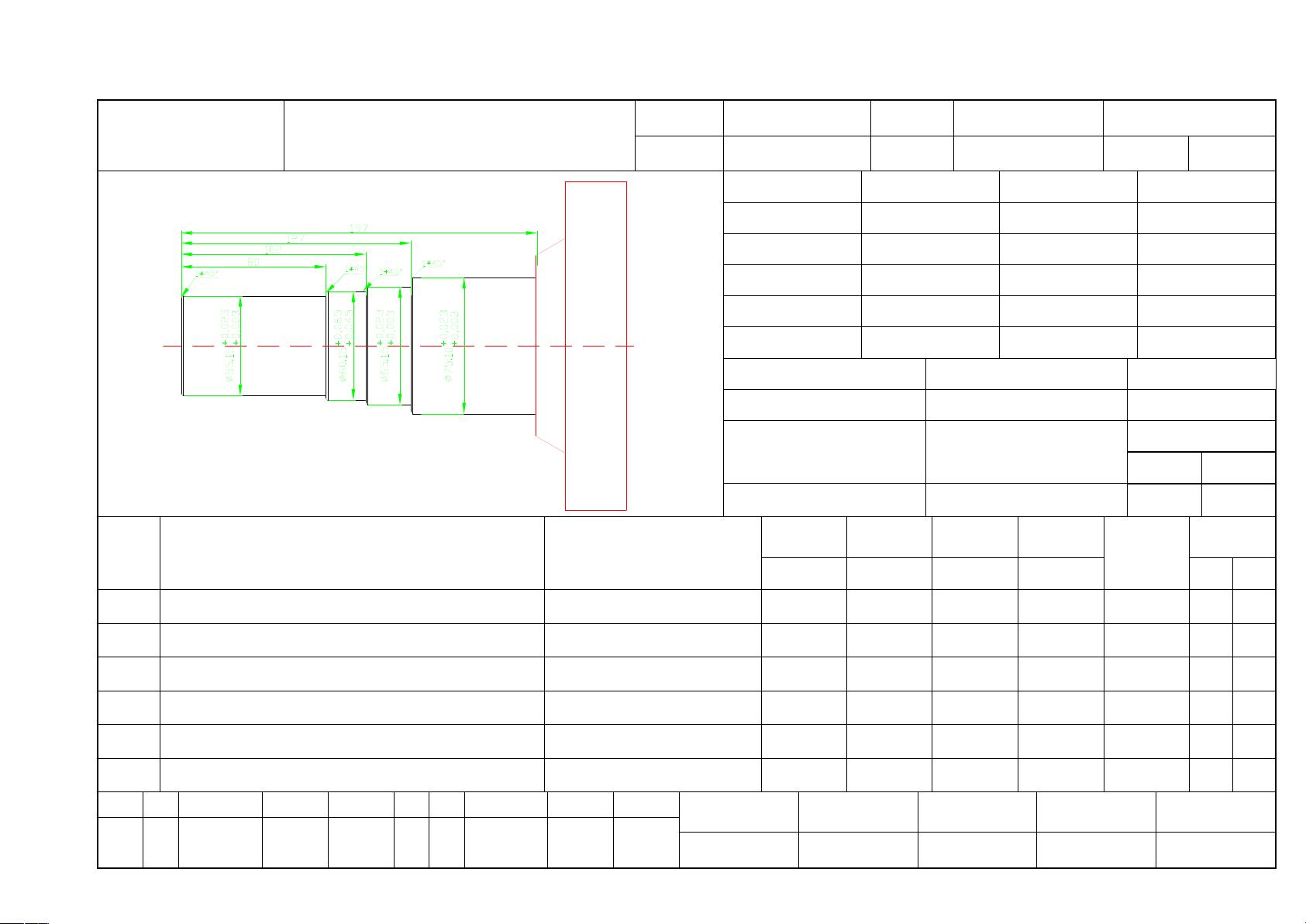
输出轴
零件名称
输出轴
共
1
页
第
1
页
材 料 牌 号
45
毛 坯 种 类
锻件
毛坯外形尺寸
每毛坯件数
1
每 台 件 数
备 注
工 时
工
序
号
工 名
序 称
工 序 内 容
车
间
工
段
设 备
工 艺 装 备
准终
单件
1
锻造
锻造毛坯
锻
2
热处理
退火(消除内应力)
专用机床
三爪卡盘
3
车
粗车左端面钻中心孔
机
普通车床
三爪卡盘
4
车
粗车 φ55、φ60、φ65、φ75 圆柱面留精车余量
机
普通车床
三爪卡盘
5
车
粗车 φ176 外圆柱面,右端面, 倒角
机
普通车床
三爪卡盘
6
热处理
调质
7
车
半精车左端 φ55、φ60、φ65、φ75 圆柱面
机
普通车床
三爪卡盘
8
钻
钻右端面 φ30 的底孔
立式钻床
三爪卡盘、专用夹具 1
9
车
车 φ50、φ80、φ104 内圆、车右端面、精车左端各外
圆
机
普通车床
三爪卡盘
10
铰
铰 φ80 内圆孔
摇臂钻床
三爪卡盘
11
钻
钻、扩、铰大头端面法兰盘 10-φ20 孔
机
摇臂钻床
三爪卡盘、分度盘、专用夹具 1
12
钻
钻、铰大头端两 φ8 斜孔
机
立式钻床
三爪卡盘、专用夹具 2
13
铣
粗、精铣键槽
机
立式铣床
分度头
14
去毛刺
去除全部毛刺
机
钳工台
15
终检
按零件图样要求全面检查
机
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标
记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期


剩余23页未读,继续阅读
资源评论


猫一样的女子245
- 粉丝: 231
- 资源: 2万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 玉米识别数据集 yolov8格式标注,5647张图,可精准识别玉米粒,正确识别率达到99.6%,用于识别检测玉米粒个数统计,或识别是否包含玉米
- 玉米识别数据集 COCO JSON格式标注,5647张图,可精准识别玉米粒,正确识别率达到99.6%,用于识别检测玉米粒个数统计,或识别是否包含玉米
- 考虑不同充电需求的电动汽车协调充电调度方法 代码复现,详细注释 1、提出了一种电动汽车(EV)的协调充电调度方法 2、在所提出的方法中估计了电动汽车用户充电需求的紧迫性 3、根据充电需求的紧迫性为
- 机械设计耐克皮衣自动整形平烫生产线sw17可编辑全套技术资料100%好用.zip
- APD,有源功率解耦,纹波抑制,波动抑制,直流电压纹波抑制,Buck型,Boost型,Buck-Boost型,独立型,复用型,双复用型
- 基于Kimi AI 实现发票内容识别
- chrome插件可以将任意大小的图片转换成128*128头像大小
- 机械设计爬杆机器人(sw17可编辑+cad)全套技术资料100%好用.zip
- MMC储能APF,MMC储能,MMC型APF,MMC储能型APF,模块化多电平变器储能,有源电力滤波器,同时具有储能和谐波补偿功能,不平衡负载,负序抑制,负序电流补偿,soc均衡控制, 参考文献
- STM32F4适配WINUSB2.0
- 玉米识别数据集 PASICAL VOC XML格式标注,5647张图,可精准识别玉米粒,正确识别率达到99.6%,用于识别检测玉米粒个数统计,或识别是否包含玉米
- 欧姆龙PLC程序欧姆龙案例欧姆龙标准程序 本产品适用于新手或者在校生 本程序包括有欧姆龙CP1H脉冲程序案例,威纶通触摸屏程序,word讲义 程序涉及方面广,适合新手入门学习,掌握了这些以后欧姆龙
- 单相MMC,单相MMC整流器,单相模块化多电平变器,直流电压波动抑制,桥臂电压均衡控制,模块电压均衡控制,载波移相调制
- 玉米识别数据集 yolo v7格式标注,5647张图,可精准识别玉米粒,正确识别率达到99.6%,用于识别检测玉米粒个数统计,或识别是否包含玉米
- 玉米识别数据集 yolov5格式标注,5647张图,可精准识别玉米粒,正确识别率达到99.6%,用于识别检测玉米粒个数统计,或识别是否包含玉米
- 基于Neo4j的大数据存储技术应用-单机部署、操作指南与图书管理实战案例
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


