
第三节 数控车床技能大赛试题 3
一、竞赛题 3
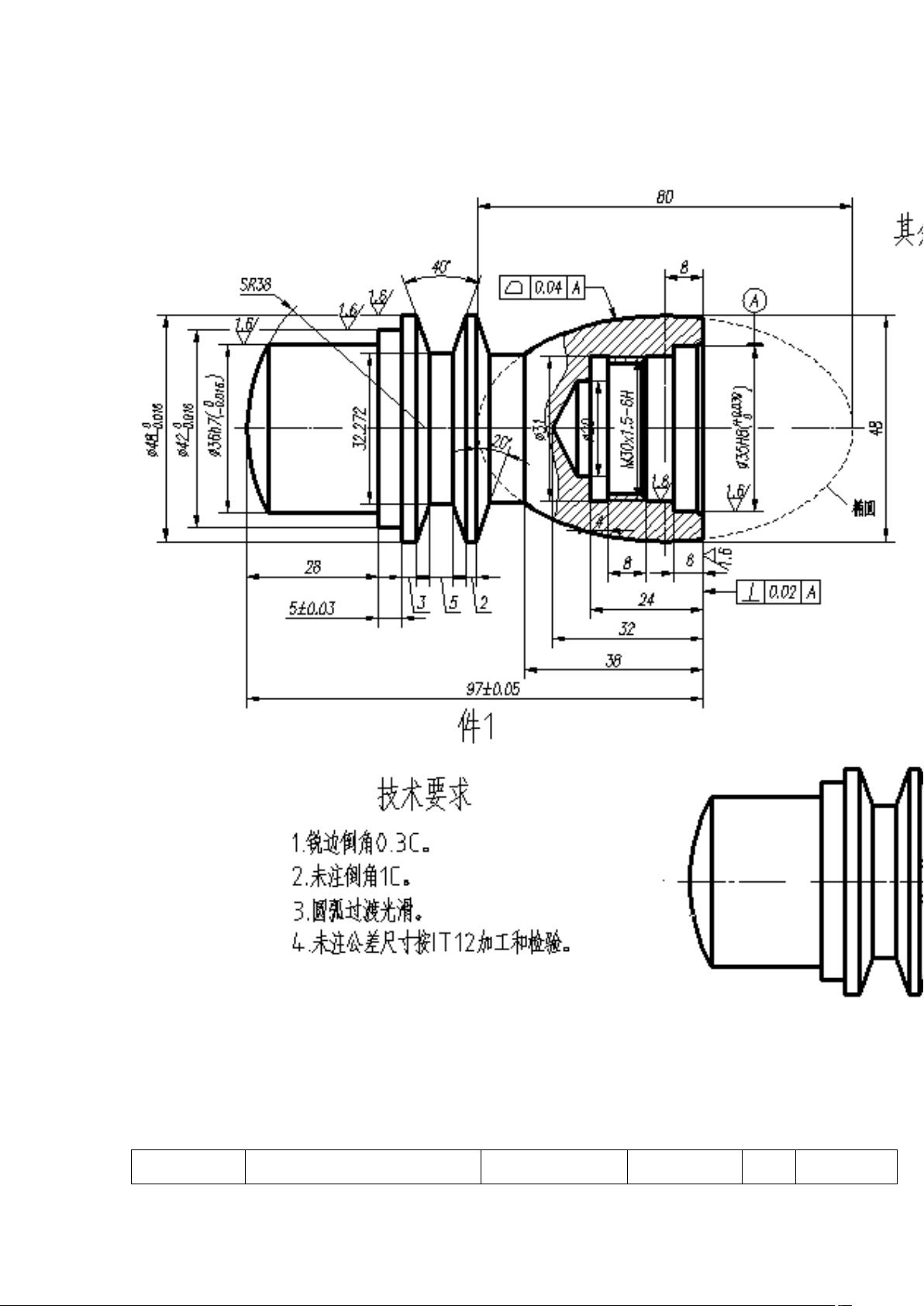
图 2-3
用数控车床完成图 2-3 所示零件的加工。零件材料为 45 钢,毛坯为件 1:¢50×100、
件 2:¢50×80,按图纸要求完成零件节点、基点计算,设定工件坐标系,制定正确的工艺
方案,选择合理的刀具和切削工艺参数,编制数控加工程序。
二、评分标准
准考证号
操作时间
300min
得分

剩余24页未读,继续阅读
资源评论


南抖北快东卫
- 粉丝: 84
- 资源: 5586









最新资源
- 改进后的A星三维路径规划完整算法(matlab语言),包括障碍物模型优化,平滑处理,启发函数的改进,环境地图可以根据自己的实际情况进行改进,算法包含了非常详细的代码注释
- 考虑柔性负荷的综合能源系统低碳经济调度 综合能源系统(IES)逐渐成为实现减排目标的重要支撑技术 基于能源集线器概念,结合需求侧柔性负荷的可平移、可转移、可削减特性,构建了含风光储、燃气轮机、柔性
- MATLAB代码:微电网两阶段鲁棒优化经济调度程序 关键词:微网优化调度 两阶段鲁棒 CCG算法 经济调度 参考文档:《微电网两阶段鲁棒优化经济调度方法》 仿真平台:MATLAB YALMIP+CPL
- SquareLine-Studio-Windows-v1-4-2.最新版本,免去官网下载慢的问题 官方
- 成熟量产变频器设计方案 STM32源代码原理图 此stm32变频器资料,这个是1.5千瓦的变频器,包含原理图,pcb图,源码 使用感受: 通过阅读学习该设计文档,并参考原理图pcb和源代码,深入浅出
- MATLAB 微网优化调度 两阶段鲁棒 CCG算法 经济调度 参考文档:《微电网两阶段鲁棒优化经济调度方法》 仿真平台:MATLAB YALMIP+CPLEX 优势:代码注释详实,出图效果非常好(具体
- 相场法,相场模拟,相场模型! 多枝晶竞争生长的相场法模拟,再现凝固过程中的枝晶碰撞作用 程序使MATLAB编写,打开即可出图 提供模型文件+讲解资料
- MATLAB代码 碳交易机制 需求响应 综合能源系统 优化运行 首先,根据负荷响应特性将需求响应分为价格型和替代型 2 类,分别建立了基于价格弹性矩阵的价格型需求响应模型,及考虑用能侧电能
- 基于MATLAB的语音识别系统程序源代码+报告PDF(高分项目)
- SquareLine-Studio-Windows-v1-5-0
- 支付宝小程序企业展示小程序制造行业小程序模板
- VSCodeUserSetup-x64-1.70.2
- 无线电能传输LCC-S拓扑 WPT MATLAB simulink仿真模型 (模型左边为两电平H桥逆变器,LCC-S串联谐振,右边不可控整流结构) 控制方法:有用滑模控制移相控制和用PI控制的两种
- MATLAB代码 柔性负荷 综合能源系统 低碳调度 考虑柔性负荷的综合能源系统低碳经济调度 综合能源系统(IES)逐渐成为实现减排目标的重要支撑技术 基于能源集线器概念,结合需求侧柔性负荷的可平移
- 毕业设计基于协同过滤算法的个性化推荐系统源码(高分毕设).zip
- 无线电能传输LCL-S拓扑 WPT MATLAB simulink仿真模型 (模型左边为两电平H桥逆变器,LCL-S串联谐振,右边不可控整流结构) 控制方法:有用滑模控制移相控制和用PI控制的两种
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


