
1 概述
变速器箱体是机械式传动压路机上的重要零件,其加工质量的好坏将直接影响到压路机
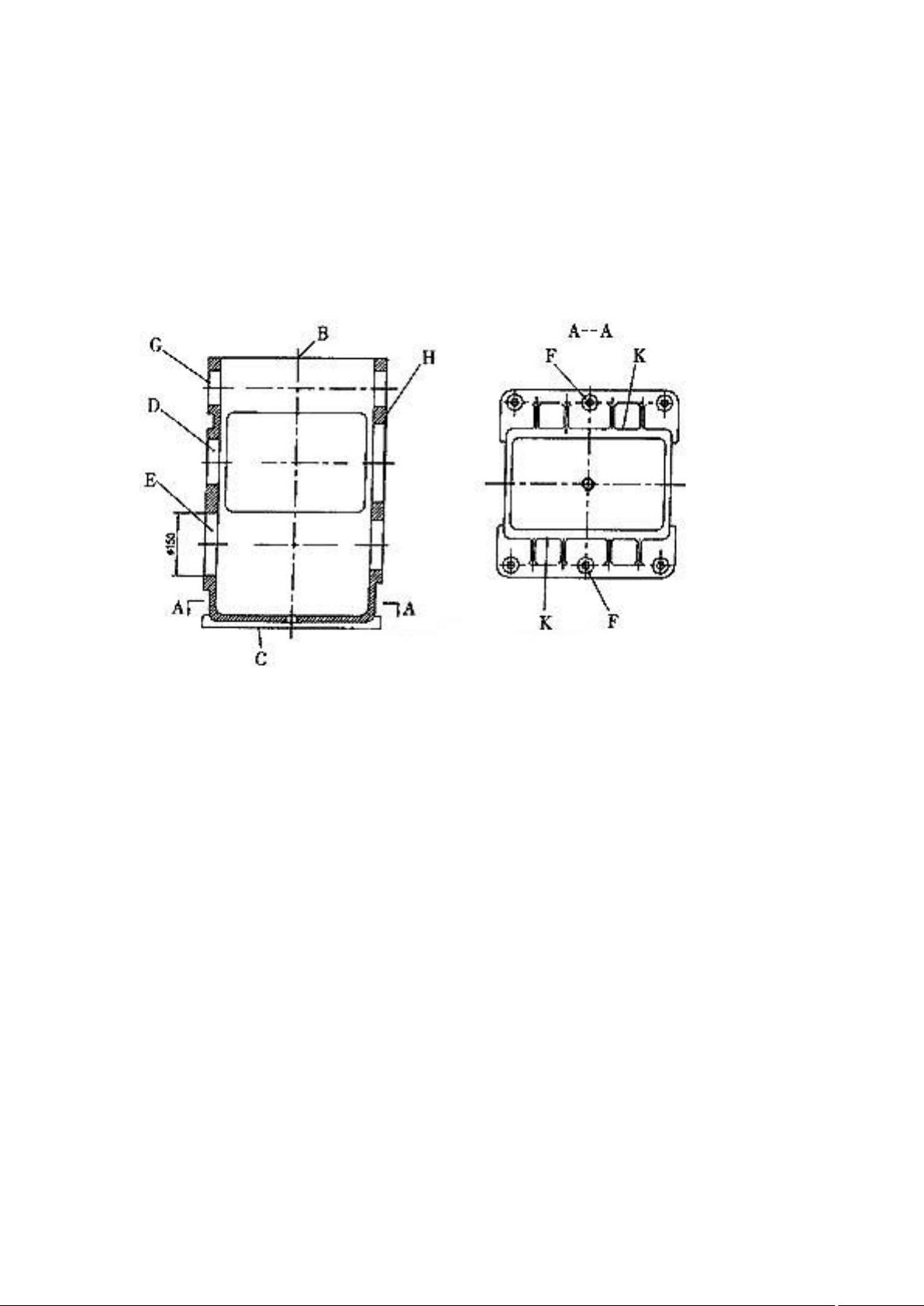
传动系统的使用效果。我公司产品所使用的变速器箱体(图 1)材料为 HT200。该变速器具
有体积小、结构简单、使用方便和动作可靠的特点。已经广泛应用于我公司所产的 LSS 系
列振动压路机上。以往箱体加工是在龙门刨床、镗床和钻床上完成平面、轴承挡孔和连接孔
的加工,生产效率低且加工质量难以保证,为解决上述问题,我公司引进了以太韩国大宇公
司制造的 ACE HM800 卧式加工中心进行箱体加工,取得了很好的应用效果。
图 1 变速器箱体
2 零件工艺过程分析及工序安排
箱体类工件具有以下几个特点:一是加工内容多,需频繁更换机床、刀具;二是加工精
度要求高,采用普通机床加工质量难以保证,且由于工艺流程长,周转次数多,生产效率难
以提高;三是形状复杂,且大部分为薄壁壳体,工件刚度差,较难装加。采用数控加工中心
进行箱体加工,凭借加工中心自身的精度和加工效率高、刚度好和自动换刀的特点。只要制
定好工艺流程,设计采用合理的专用夹具和刀具,就完全可以解决上述问题。鉴于该设备为
双工作台,因此,我们将该工件 B、C 面上各种加工要素加工放在 01 工作台上完成(加工
工序 1),其余 G、H 及排挡侧面的加工要素放在 02 工作台上完成(加工工序 2),根据上
述工序安排,设计相应的专用夹具。
3 毛坯准备
工件上加工中心前的准备工序由其它设备来完成,如零件图 1 上 G、H 两侧面的粗加工,
放在普通机床上加工,这样一是减少了大余量加工造成的热变形;二是为了加工中心提供了
必要的定位基准;三是提高了加工效率。两侧面刨完后,以 G 面为基准(与加工中心加工
时基准一致)将工件平放钳工台上,钳工按图 1 划出 B、C 面精加工线及箱体 K、H(两侧)
各面中心基准线,供加工中心校正用。
剩余9页未读,继续阅读
资源评论


南抖北快东卫
- 粉丝: 80
- 资源: 5587









最新资源
- Autosar学习视频10-19节
- stm32小车.zip
- AshampooUnInstaller v15.00.22 Portable一款强大的卸载工具,彻底、智能著称阿香婆强制卸载软件.rar
- Ashampoo WinOptimizer v27.00.05 阿香婆一款专业的垃圾清理、碎片整理启动项管理系统优化工具.rar
- misc设备驱动 正点原子阿尔法
- youleng-wms JAVA开发的WMS源码可以借签学习 数据库MYSQL
- 385大神asp.net三层设计停车场管理系统毕业课程源码设计+参考论文
- 数据集,训练数据集,深度学习
- 384大神asp.net基于三层汽车进销存销售管理系统毕业课程源码设计
- AutoSAR基础学习资源
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


