数控铣钻床编程加工实验指导书.docx
版权申诉
184 浏览量
2023-09-16
12:24:59
上传
评论
收藏 260KB DOCX 举报

数控铣钻床编程加工实验指导书
一、实验目的:
1、让学生了解数控铣钻床的结构、工作原理和生产应用。
2、让学生学会用 G 代码编制简单的加工程序。
3、让学生了解数控铣钻床的操作过程,使用和保养常识。
二、实验内容:
1、讲解数控铣钻床的结构、原理、特点和应用
2、讲解 G 代码编程,并演示数控铣钻床的加工过程。
3、学生上机操作,体验数控铣钻床加工过程。
4、学生进行手工编程练习,
三、实验设备:
华中数控变频主轴数控铣钻床(ZJK7532A/2)一台
四、数控铣钻床介绍:
变频主轴数控铣钻床(ZJK7532A/2)是配有 CNC 系统的坐标控制、三轴联动
的十字工作台式经济型铣钻床。该机床可实现钻削、铣削、镗孔、铰孔等多工序
的自动工作循环,既可以进行坐标镗孔,又可精确、高效地完成平面内各种复杂
曲线的凸轮、样板、压模、弧形槽等零件的自动加工、手动攻丝。是集钻、铣、
镗等多功能为一体的金属加工机床。
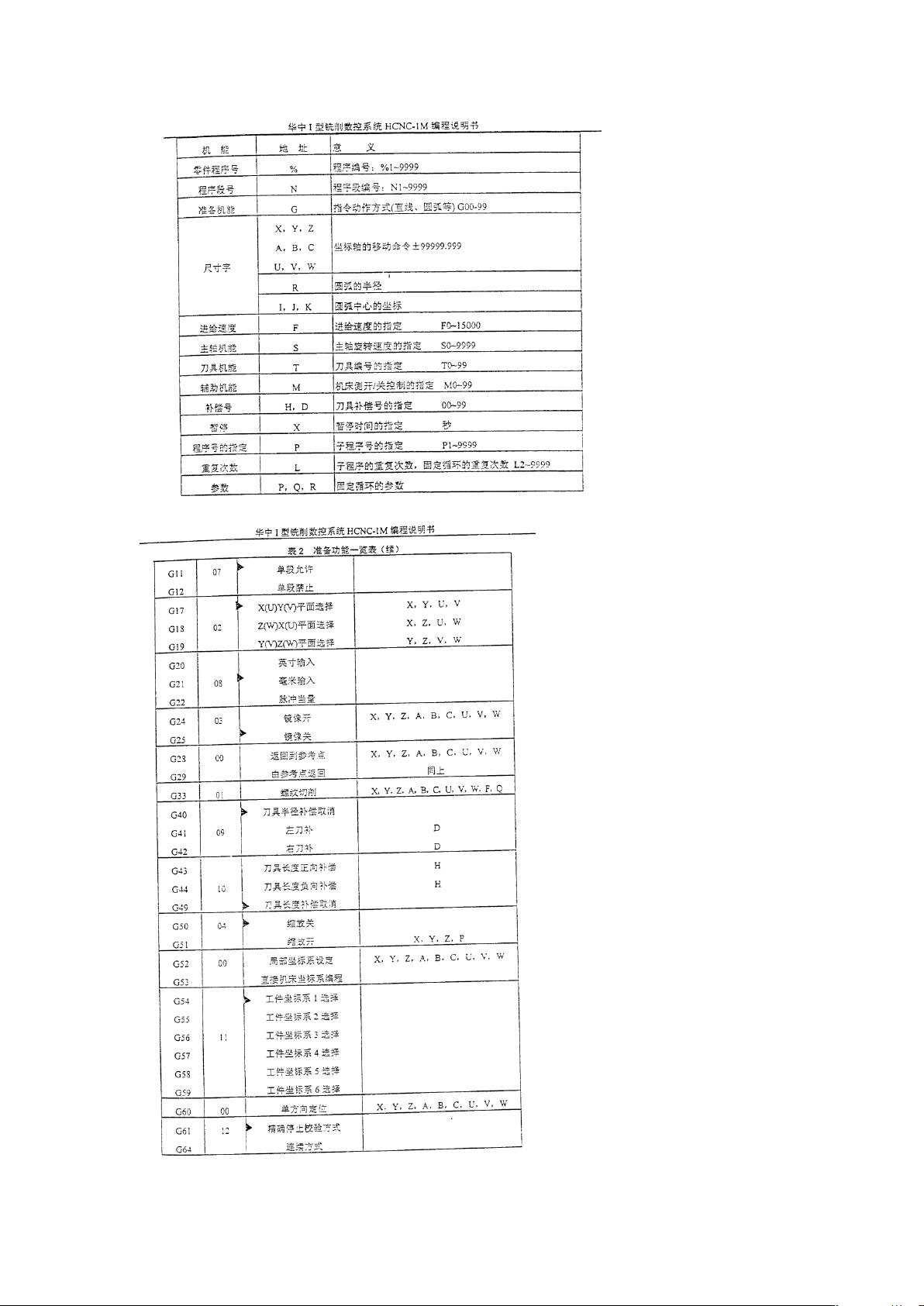
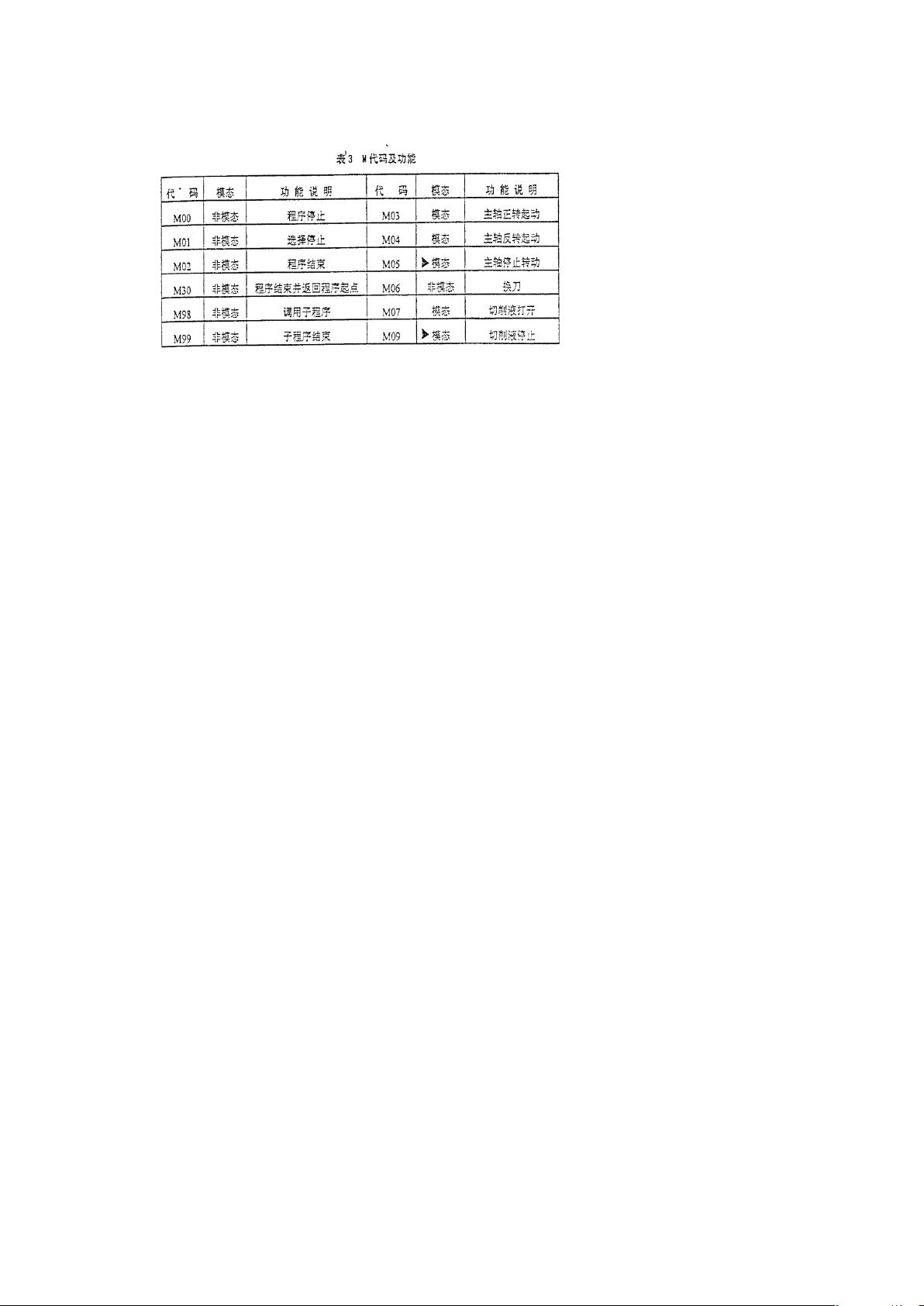
五、华中Ⅰ型铣削数控系统编程介绍:
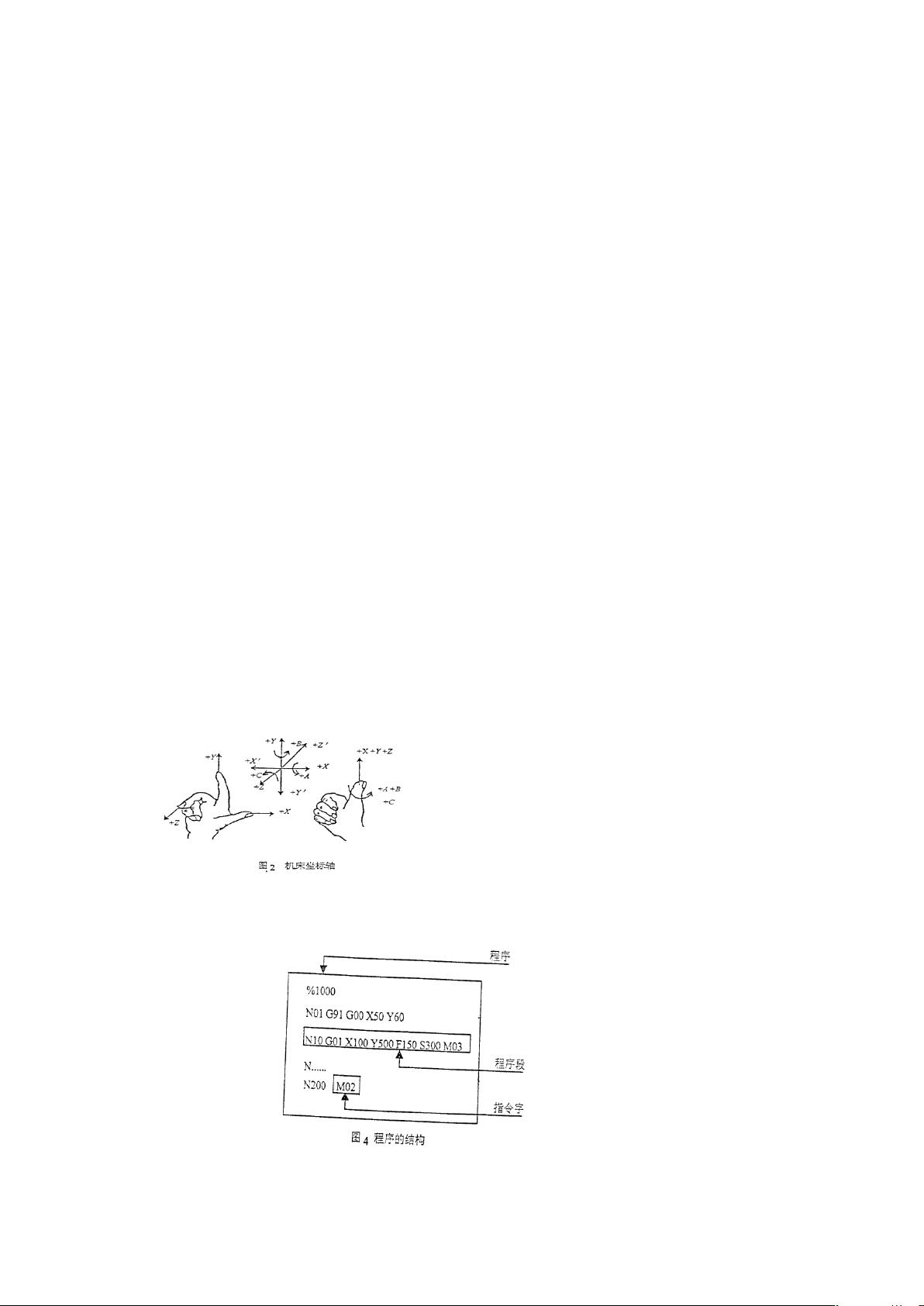
1、机床坐标轴
2.程序的结构
剩余11页未读,继续阅读
资源评论













