圆柱、圆锥螺纹等。本款机床广泛适用于电器、仪表、家电、水暖洁具、煤气管
件、紧固件、汽车配件等行业高精度小型零部件的大批量加工制造。
3、可编程控制器(PLC):
可编程控制器的作用是对数控机床进行辅助控制,即把计算机送来的辅助控制指令,经可编程
控制器处理和辅助接口电路转换成强电信号,用来控制数控机床的顺序动作、定时计数,主轴电机
的启动、停止,主轴转速调整,冷却泵启停以及转位换刀等动作。可编程控制器本身可以接受实时
控制信息,与数控装置共同完成对数控机床的控制。
CNC 和 PLC 协调配合共同完成对数控机床的控制,其中 CNC 主要完成与数字运算和管理有关的功能,
如工件程序的编辑、插补运算、译码、位置伺服控制等,PLC 主要完成与逻辑运算有关的动作,如
工件的装夹,刀具的更换,冷却液的开停等辅助动作,另外它还接收机床操作面板的控制信息,一
方面直接控制机床的动作,另一方面将一部分指令送往 CNC 用于加工过程的控制。
4、进给伺服驱动系统 :
进给伺服驱动系统由伺服控制电路、功率放大电路和伺服电动机组成。进给伺服系统的性能,
是决定数控机床加工精度和生产效率的主要因素之一
伺服驱动的作用,是把来自数控装置的位置控制移动指令转变成机床工作部件的运动,使工作
台按规定轨迹移动或精确定位,加工出符合图样要求的工件。因为进给伺服驱动系统是数控装置和
机床本体之间的联系环节,所以它必须把数控装置送来的微弱指令信号,放大成能驱动伺服电动机
的大功率信号。本系统采用的伺服电动机有交流伺服电动机。伺服驱动是脉冲式驱动方式。
如果把数控装置比做人的大脑,那么进给伺服驱动系统就是人的四肢。
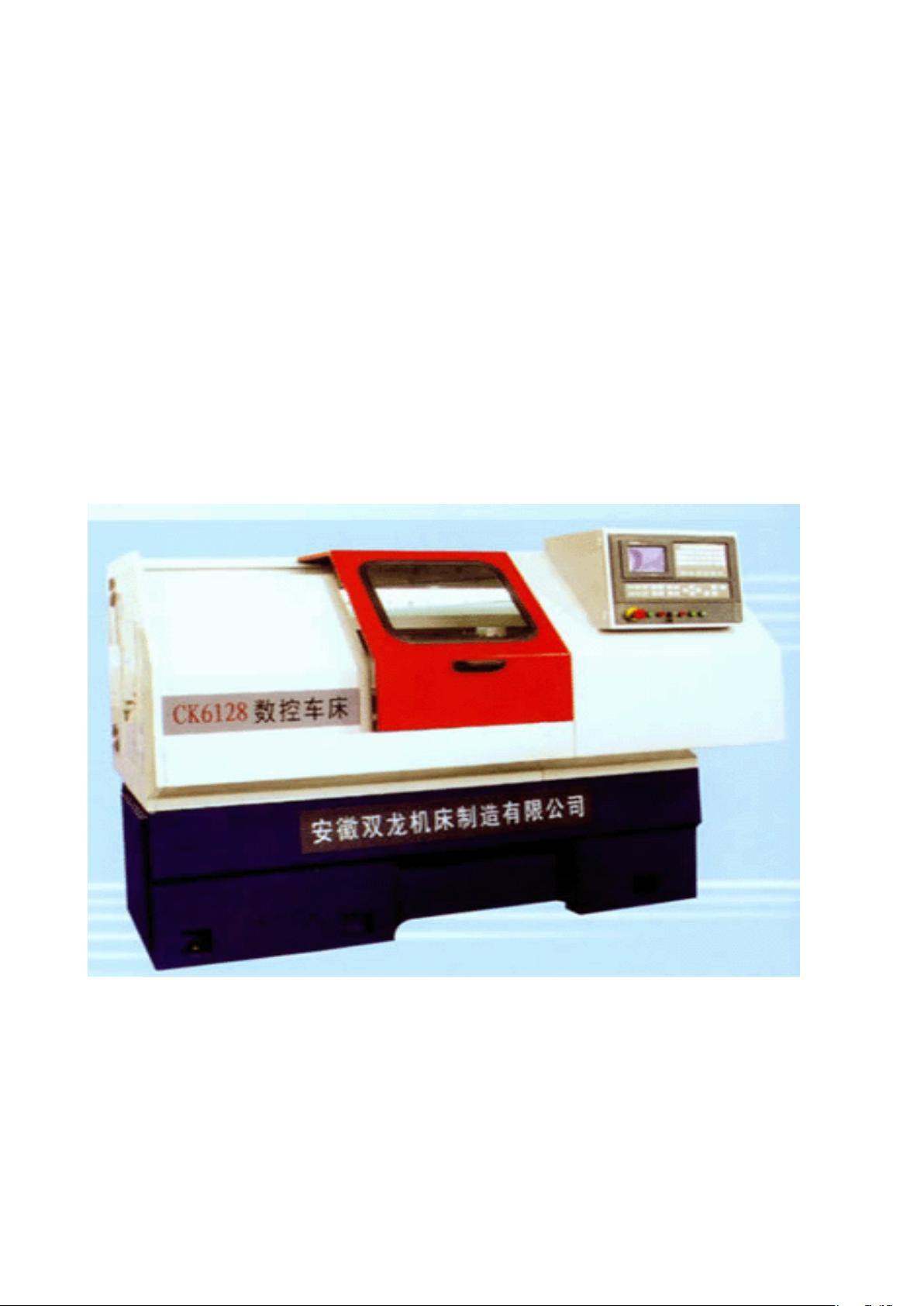
5、性能特点:
CK6128 数控车床,使用广州、华兴、发那科数控系统,实现汉字提示全屏幕编辑,主轴采用高
精度滚动轴承支承,主轴动采用变频调速器,实现无级调速功能及恒线速切削功能,床身采用超音
频淬火工艺,步进(或伺服)电机驱动 X 轴和 Z 轴滚珠丝杠,实现进给运动,机床功率大,刚性好,
精密储备量大,寿命长,自动化程度高。
三、主要技术参数: