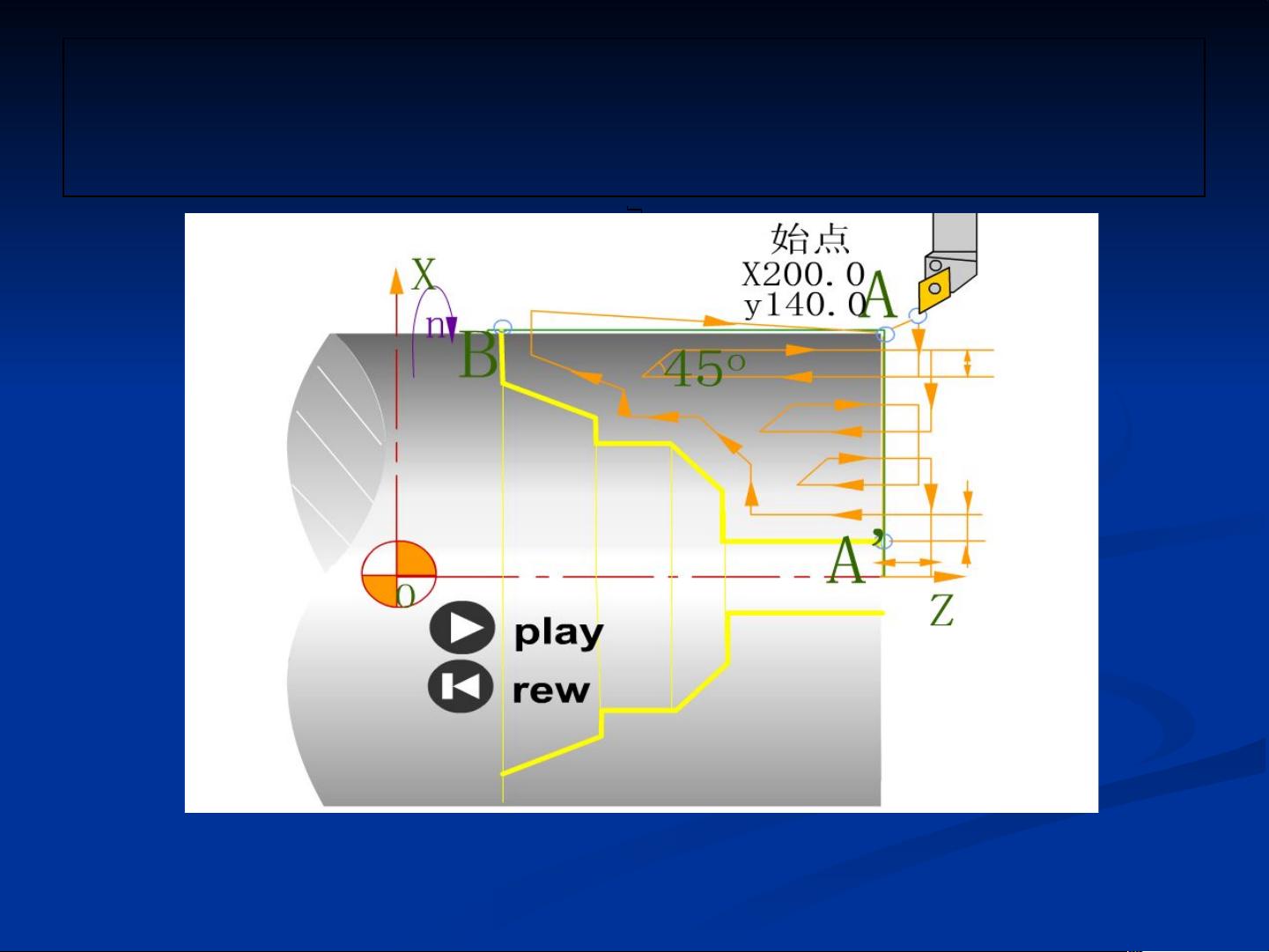
内外径粗车复合循环 --G71
格
式:
G71
U (△
d )
R
( r
)
P ( n
s )
Q
( nf
)
X (△
x )
Z (△
z )
F
( f
)
N ( ns )。。。
。。。。。。。
N ( nf )。。。
Δd :表示切削深度,指定时不加符号
r :表示每次退刀量(半径值),无正负号(建议值 0.05 )
ns :表示精加工路线第一个程序段的顺序
号
nf :表示精加工路线最后一个程序段的顺序号
Δx :表示X方向的精加工余量,直径值。(建议值 0.3 )
Δz :表示Z方向的精加工余量。(建议值 0.05 )
f :表示走刀量
工件外轮廓路径
第 2 页 / 共 19 页