
3 、 1 数控铣削编程的工艺基础
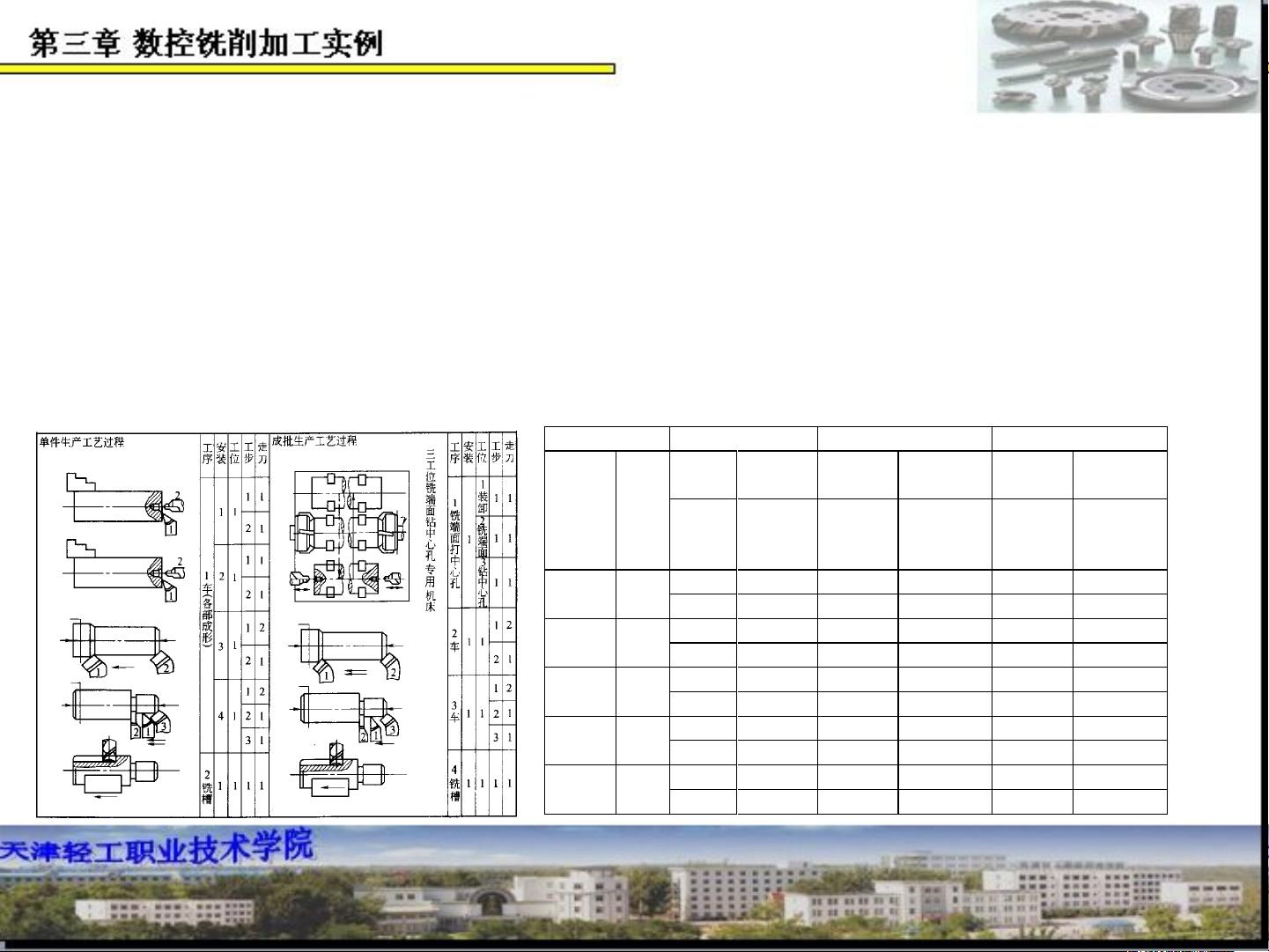
程序编制人员在进行工艺分析时,需借助机床说明书、编程手册、切削用
量表、标准工具和夹具手册等资料,根据被加工工件的材料、轮廓形状、
加工精度等选用合适的机床,制定加工方案,确定零件的加工顺序,各工
序所用刀具,夹具和切削用量等。
工件 铸铁 铝 钢
转速
(r/ mi n)
进给速度
(mm/ mi n)
转速
(r/ mi n)
进给速度
(mm/ mi n)
转速
(r/ mi n)
进给速度
(mm/ mi n)
刀具直径
(mm)
刀槽
数
切削速
度
( m/ mi n)
每齿进给
量(mm/ 齿)
切削速度
( m/ mi n)
每齿进给量
(mm/ 齿)
切削速度
( m/ mi n)
每齿进给量
(mm/ 齿)
1100 115 5000 500 1000 100
8 2
28 0. 05 126 0. 05 25 0. 05
900 110 4100 490 820 82
10 2
28 0. 06 129 0. 06 26 0. 05
770 105 3450 470 690 84
12 2
29 0. 07 130 0. 07 26 0. 06
660 100 3000 440 600 80
14 2
29 0. 07 132 0. 07 26 0. 07
600 94 2650 420 530 76
16 2
30 0. 08 133 0. 08 27 0. 07

剩余54页未读,继续阅读
资源评论


资料大全
- 粉丝: 17
- 资源: 26万+

下载权益

C知道特权

VIP文章

课程特权
开通VIP









最新资源
- 基于Spring、MyBatis、MySQL的云南旅游资源分享网站后端接口设计源码
- Matlab根据Flac6.0模型文件生成对应个数的弹性模量与泊松比的随机数据 本案例假设2参数均服从威布尔分布,根据给定均值标准差生成随机数(若符合其他分布,可自行修改),然后Flac6.0读取生成
- 永磁同步电机的全速度范围无传感器矢量控制:脉振高频注入(方波注入)切到改进SMO 低速段采用HFI脉振高频注入启动,中高速段采用基于转子磁链模型的SMO,切方法为加权系数 改进的SMO不使用低通滤
- 基于plc的金属压铸机系统设计报告 报告+仿真
- GASA-BP基于遗传模拟 火优化BP神经网络的回归预测 案例包括GA与SA优化BP代码,并给出对比计算结果 matlab代码,备注详细,方便初学者学习
- COMSOL 二维激光烧蚀
- PNN概率神经网络分类预测 先根据训练数据选择合适的平滑因子,再对测试集进行预测 matlab代码,备注详细,根据自己需要修改案例数据即可
- svm支持向量机分类预测 案例提供数据先进行随机打乱再划分训练测试集,结果更有说服力(若不需要可自行删除修改),数据包含归一化处理,网格搜索寻优确定最优参数 matlab代码,备注详细,根据自己需要修
- 自动驾驶控制器,车道偏离预警系统,基于Prescan设计场景和交通流,在Simulink中建立了相应的控制模型 进行LDW功能验证 整个模型自己建立,再次强调不是Prescan自带的那种很乱很模糊
- 无人驾驶基于自适应mpc的轨迹跟踪控制仿真跟踪轨迹,simulink版本2018及以上,carsim版本2019,图二为跟踪效果
- LLC闭环仿真PSIM调频ZVS 半桥LLC闭环仿真模型,基于PSIM建模仿真 可以进行LLC暂态、稳态仿真,仿真zvs特性、调频闭环控制等 仿真模型使用PSIM9.1搭建
- Matlab计算任意三点的夹角 给出特定一组坐标(可以直角坐标系或极坐标系) 计算出所有夹角值 matlab代码,备注清楚,更改为自己的数据即可
- FCM聚类,代码对数据先进行归一化然后聚类 可自定义聚类个数,求得每类的具体数据 matlab代码,备注清楚,更改为自己的数据和要求即可
- MATLAB代码:基于双层优化的电动汽车优化调度研究 关键词:双层优化 选址定容 输配协同 时空优化 参考文档:《考虑大规模电动汽车接入电网的双层优化调度策略-胡文平》中文版 A bi-l
- Buck仿真闭环Psim双闭环 Buck闭环仿真模型,基于PSIM建模仿真 可以进行暂态、稳态仿真,电压电流双闭环控制,模拟控制电路 仿真模型使用PSIM9.1搭建
- windows-programming-DCAP509.pdf
资源上传下载、课程学习等过程中有任何疑问或建议,欢迎提出宝贵意见哦~我们会及时处理!
点击此处反馈


