冲压技术是金属加工领域中的重要工艺之一,主要用于制造汽车、电器等行业的零部件。冲压技术的发展历程可以分为五个阶段:
第一阶段是人工冲压生产线,主要在50年代以前,采用双动拉伸压力机配合单动压力机,由人工进行上、下料操作,生产效率低,安全性差,制品质量不稳定。
第二阶段为半自动化生产线,60年代出现,通过下料机械手减少了人力需求,但仍存在效率和安全性问题。
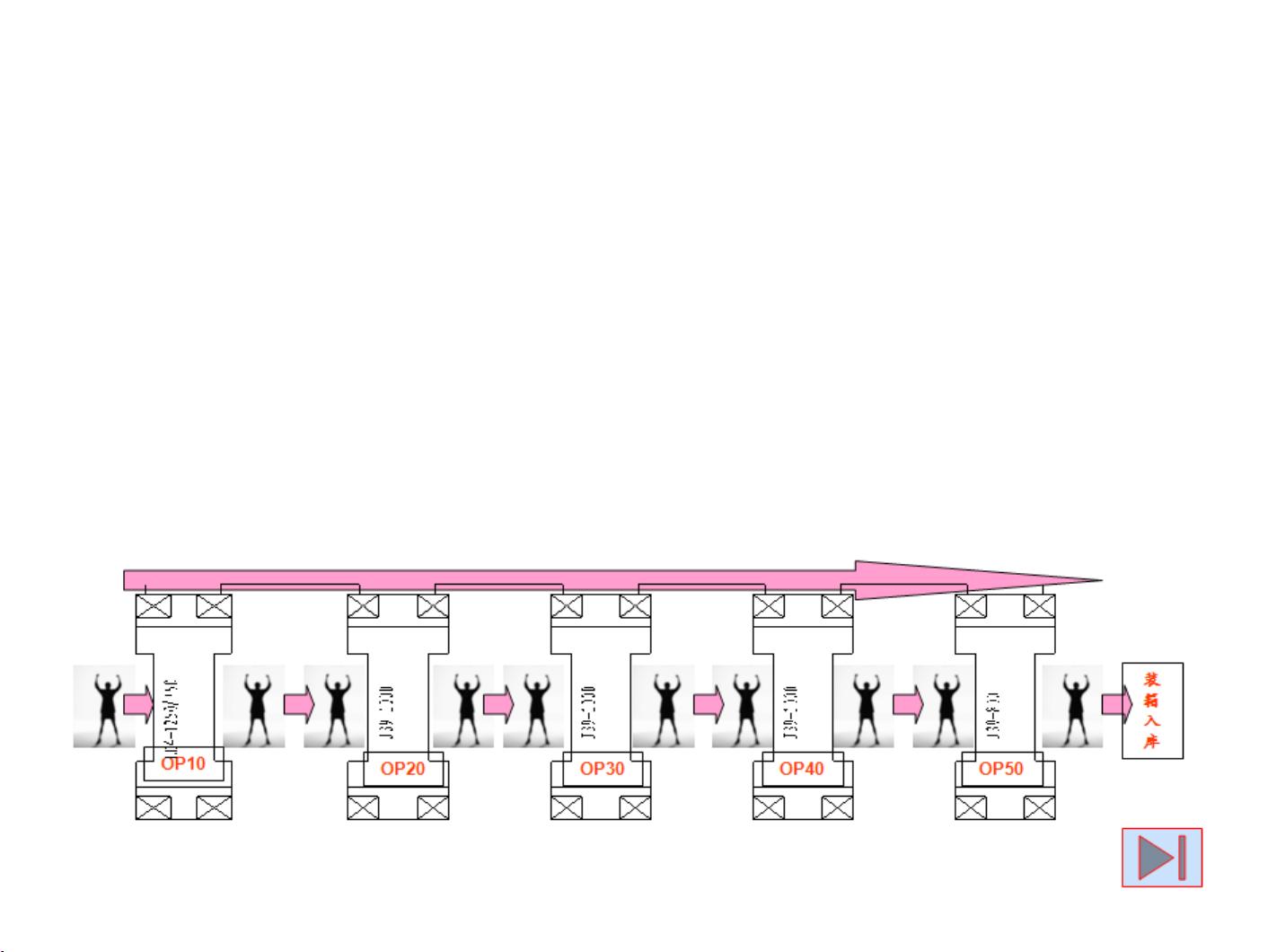
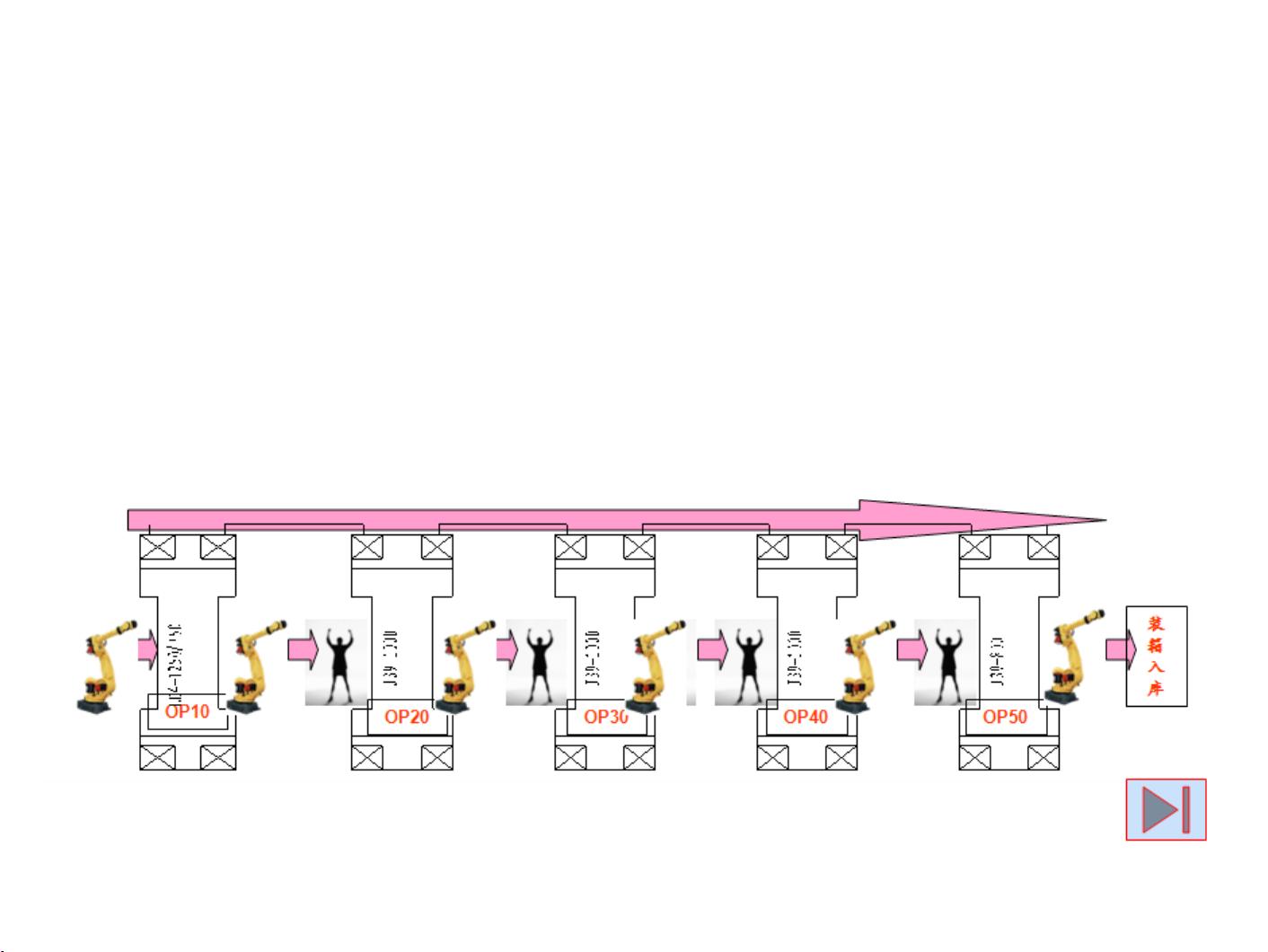
第三阶段是全自动冲压生产线,70年代的技术进步,引入了拆垛装置、上下料机器人和传送装置,实现了1至2人操作的高效生产。
第四阶段是多工位自动化冲压生产线,进一步提高了生产效率和精度。
第五阶段则是柔性多工位自动化冲压生产线,适应了产品多样化的需求,具备更高的灵活性和效率。
冲压过程中,使用的板材质量至关重要。力学性能指标包括强度、屈服强度和抗拉强度,它们决定了材料在受力情况下的形变和断裂能力。延伸率则反映了材料的塑性,对冲压过程中的成形能力有直接影响。例如,高强度钢能够提供更好的结构支撑,而高延伸率的材料则更易于成形。
钢板的厚度公差对冲压效果有直接影响,超差可能导致开裂、起皱和回弹问题。同时,表面缺陷如裂纹、结疤、折叠等会影响冲压质量和最终产品的外观。化学成分,如碳、硅、锰、磷、硫和铝,也对板材的性能产生作用,例如碳可增强强度,磷能改善冷轧性能,但过多的磷和硫可能引起冷脆性,影响焊接和冲压性能。
对于板料的质量要求,要求表面平整无缺陷,厚度尺寸公差严格控制,以确保冲压过程的顺利进行。常见的钢种牌号如DC系列和加磷钢,具有特定的性能特点,适合不同应用需求。
冲压基础知识涵盖了从早期的手动生产线到现代的自动化生产线的发展,以及板材的力学性能、表面质量、化学成分和厚度公差等关键因素,这些都是保证冲压质量和生产效率的基础。了解并掌握这些知识,对于优化冲压工艺、提升产品质量至关重要。