Page 2
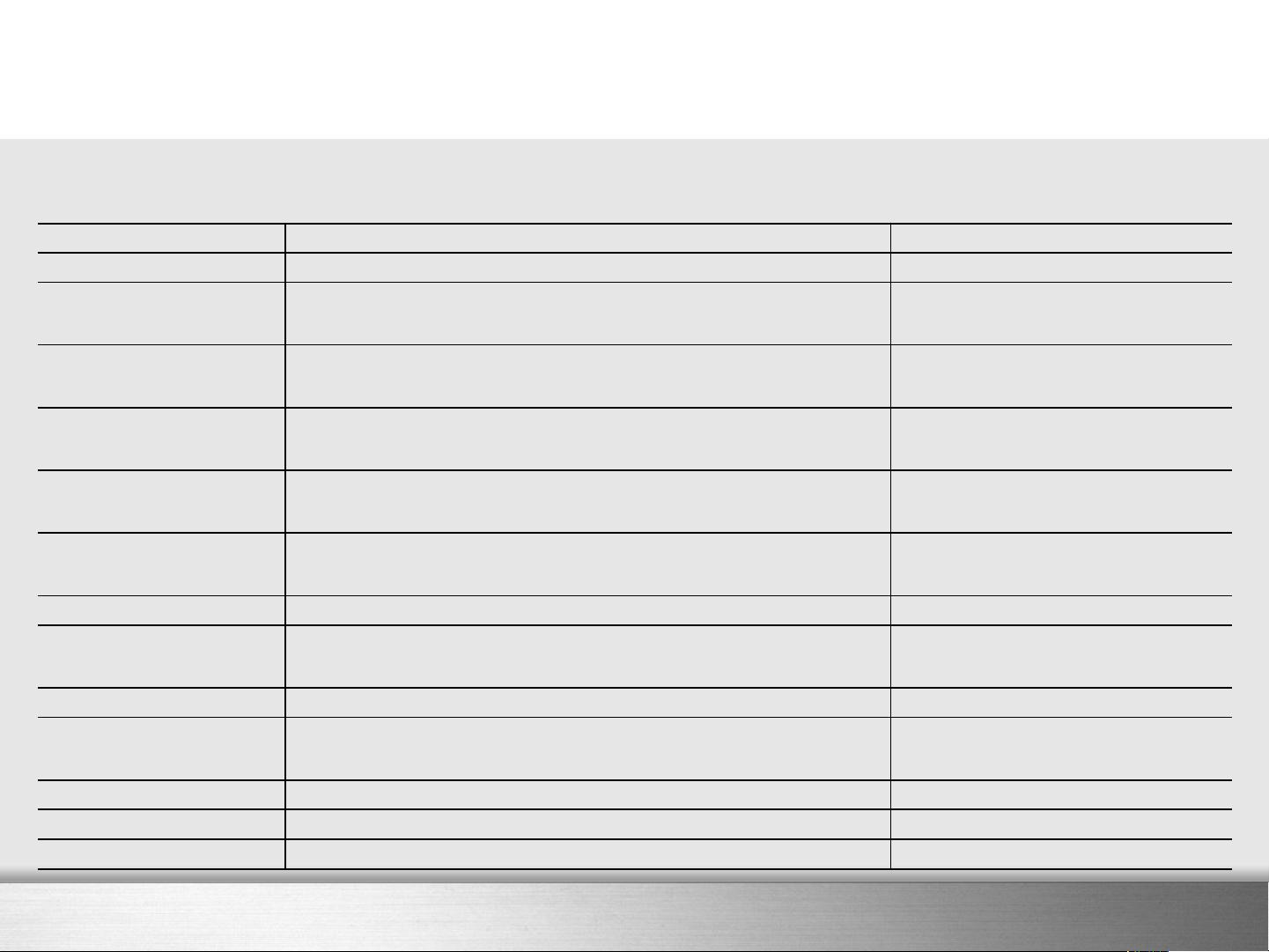
表 6-1 模具表面处理技术的作用及应用
处理工艺 作用 应用
渗碳 提高硬度 (52 ~ 56HRC) 、耐磨性、耐疲劳性 挤压模、穿孔工具等
渗氮
提高硬度、耐磨性、抗粘附性、热硬性、耐疲劳性、抗
蚀性 ( 但周期长,表面有白色脆化层 )
挤压模、冷挤模等
离子渗碳
可消除表面白色的脆化层,耐磨性、耐疲劳性和变形均
优于氮化
挤压模、挤压工具等
碳氮共渗
相比渗碳和渗氮,具有更高的硬度、耐磨性、耐疲劳性、
热硬性、热强性,生产周期短
成型模、冷挤模、热挤模和模
架等
氮碳共渗 提高硬度、耐磨性、抗粘附性、抗蚀性、耐热疲劳性
冷挤模、拉深模、挤压模穿孔
针
渗硼
具有极好的表面硬度、耐磨性、抗粘附性、抗氧化性、
热硬性、良好的抗蚀性
挤压模、拉深模
碳氮硼三元共渗 提高硬度、强度、耐磨性、耐疲劳性、抗蚀性 挤压模、冲头针尖
盐浴覆层
(TD 处理 )
提高硬度、耐磨性、耐热疲劳性、抗蚀性、抗粘附性、
抗氧化性
挤压模
渗铬 提高硬度、耐磨性、抗蚀性、抗粘附性、抗氧化性 挤压模、拉深模
镀硬铬 降低表面粗糙度,提高表面硬度、耐疲劳性、抗蚀性 挤压模、拉深模等
钴基合金堆焊 提高硬度、耐磨性、热硬性 挤压模冲头、芯杆针尖
电火花表面强化 提高硬度、强度、耐磨性、耐疲劳性、抗蚀性 冷、热挤压模等
喷丸处理 提高硬度、强度、耐磨性、耐疲劳性、抗蚀性 热挤压模、冲头针尖